







Regional Sales Representative

In the modern industrial world, manufacturers remain competitive by managing production costs without sacrificing quality or throughput.
While the terms efficiency and productivity sometimes are used interchangeably, the two are not synonymous. Understanding how to maximize both efficiency and productivity is the key to operating a successful and profitable manufacturing company. You need to have both.
Productivity is a measure of efficiency, but not vice versa. Productivity directly measures output per unit of time. And, although productivity measures performance, it doesn’t measure quality.
A key metric of efficiency, however, is quality.
Consider the example of two different machine shops that are producing the same part. If Shop A produces 100 parts per week and Shop B produces 80 parts per week, Shop A is the clear winner in terms of productivity. However, Shop B may have incurred fewer overhead costs and produced less scrap, making it the more efficient shop. In fact, focusing strictly on productivity (quantity) actually decreases efficiency if quality declines and scrap increases.
The simplest method to measure productivity is to divide output by a unit time. This is as easy as dividing the number of parts produced by production time on a specific process, machine, or even the total production process. To improve productivity, focus on increasing the quantity manufactured. Adding another machine or another worker increases productivity but does not necessarily alter the operations’ efficiency.
Efficiency increases in numerous ways, most of which involve improving the quality of work. Better and more skilled workers, consistent and accurate modern equipment, and better time allocation and management all improve efficiency. If a part is produced with fewer wasted resources (such as time, materials, and labour) the operation runs more efficiently.
The most accurate way to measure efficiency is with overall equipment effectiveness (OEE), which takes into consideration the speed at which the machine or factory runs, the actual machine operating time, and part quality. When OEE is used on a per machine basis, it helps identify where productivity and efficiency improvements can be made as a comparative measurement.
OEE = Availability x Performance x Quality
Availability = Run Time / Planned Production Time
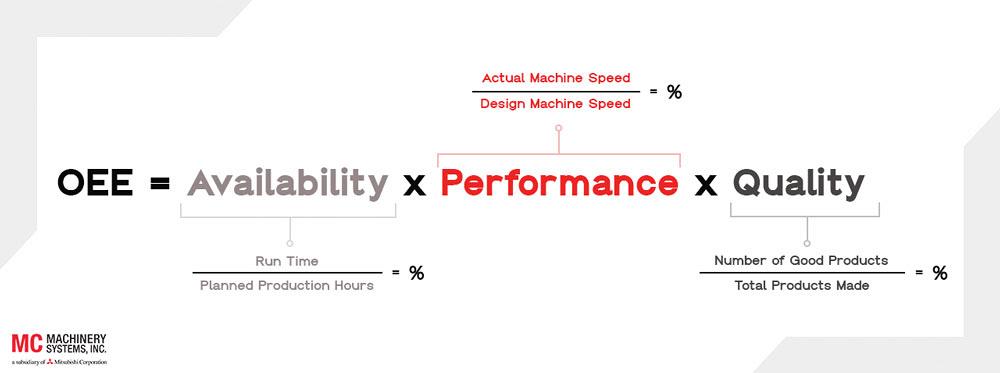
Run Time. This simply is the planned production time minus the stop time, which includes every reason that the manufacturing process stops, including sensor alarms, process adjustments, and even unforeseen circumstances like breakdowns.
Planned Production Time. This time includes break time. For example, if a shift runs for eight hours with one hour dedicated to breaks, then the planned production time is seven hours.
Performance = Total Products Made / (Ideal Output Speed x Operating Time)
Ideal Output Speed. This is the number of parts produced per given unit of time under ideal circumstances. When this is multiplied by the operating time, you get the ideal number of products that can be made when everything runs perfectly.
Quality = Number of Good Products / Total Products Made
Quality. This takes into account the number of “good” products. Parts that either are scrapped or require rework are not considered good but are included in the total products made count.
Once OEE is calculated, benchmarks can be made based on the OEE score, and areas of improvement can easily be found by determining whether the availability, performance, or quality are having a large, negative effect on the OEE.
A score of 100 per cent essentially is impossible to achieve because it indicates that only good parts were manufactured with absolutely no stop time and perfect performance from all machines and workers.
A score of 85 per cent or more is considered world class and is a reasonable, long-term goal that most manufacturing companies should aim to obtain.
Typical scores tend to fall into the 60 per cent range, and manufacturers that fall into this range should determine where they need to address improvements to quality, performance, and availability. A score in the 40 per cent range is a typical score for manufacturers just beginning to track performance.
Most efficiency losses in manufacturing are caused by subsets of equipment availability, performance, and quality. These can include one or more of the following:
Finding ways to address these inefficiency losses are crucial to improving efficiency, and, in turn, productivity.
Determining OEE can help manufacturers understand where their inefficiencies are and can be a great starting point for improving a single operation or an entire production run.
Machine monitoring systems provide real-time, accurate data that reveals where breakdown losses, downtime, and stoppage losses impact overall productivity and efficiency. It is far more accurate than manually collected data.
Hiring skilled workers and training existing workers are great ways to reduce losses, but adding automation equipment gives even better results by reducing human error as well as set up and adjustment time. Automation equipment also can be monitored to determine productivity and efficiency losses.
Adam Dimitroff is regional sales representative for MC Machinery Systems Canada, 50 Vogell Rd., Unit #1, Richmond Hill, Ont. L4B 3K6, 905-737-1265, www.mcmachinery.com.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




