







Associate Editor

Drilling holes on flat surfaces is a common operation many shops perform on a daily basis. Most operators can drill these holes with ease. However, drilling holes on angled or uneven surfaces presents unique challenges. Traditionally drills have been designed with a drilling angle point, whether it’s a 118-degree or 140-degree point, to interact with flat, clean surfaces.
On an angled or uneven surface, this point angle could potentially push the drill point to one side, affecting the true position of the hole location and overall straightness of the hole. Cutting tool manufacturers have some tips and tricks to produce quality holes in the most challenging surface configurations. Here are a few different options that they recommend.
When it comes to working with angled surfaces, depending on the severity of the grade of the angle, creating a flat surface can be an effective way to ensure a high-quality hole.
"The most common way to do this is through using a solid end mill with multiple flutes," said Steve Pilger, NA product manager, holemaking, YG-1 USA, Vernon Hills, Ill. "Operators can create a flat surface by milling it. A solid end mill will circular interpolate a pilot bore for the drill to effectively enter the material."
Once this flat surface has been created, depending on the hole specifications, the operator can then use the necessary drill and continue drilling the hole.
Pilger outlined a second, often overlooked option. He suggested that operators can use a flat-bottom solid-carbide drill, or a 180-degree point drill.
According to Pilger, this type of drill should easily enter uneven surfaces up to a 30-degree angle. This will also create a nice flat surface for a longer drill with a point angle to then be used if the hole requires it. Opting for a flat-bottom drill, operators can drill the hole completely through if the hole is within a certain range, typically 2xD or 3xD.
"If the drill is long enough, it can drill straight through, basically limiting the operator to one operation rather than having to mill the surface then drill the hole," said Pilger. "It’s done all in one shot. Running a flat-bottom drill instead of a solid end mill to create that surface is at least three to five times faster as far as cycle time."
Although using a flat-bottom drill may be the most efficient option, it’s not always a viable option. Generally, a shop will have a multitude of end mills available in its tool crib to get the job done. This is not always the case with flat-bottom drills and may require a shop to special-order one specifically for the job. In situations where timing is tight, it may be easier to choose the end mill option. However, Pilger noted that if a shop can anticipate and plan for its angled holemaking operations, a flat-bottom drill is preferable.
"A lot of challenges can be solved by opting for a flatter drill point," added Alexander Schmitt, director of holemaking product management, Kennametal, Latrobe, Pa. "A flat-bottom drill with a 180-degree point angle limits the deflection forces, making it much easier to enter a slanted surface."

Opting for a flat-bottom drill, operators can drill a hole completely through if the hole is within a certain range, typically 2xD or 3xD. Photo courtesy of YG-1.
When it comes to drilling angled surfaces, there are some limitations that will help determine which type of tool is the best option.
"When drilling non-flat surfaces, use a drill that is as short as possible to reduce tool deflection and vibrations," said Randy McEachern, product and industry specialist, Sandvik Coromant Canada, Mississauga, Ont. "Using a tool that is too long will have more vibrations and lower tool life. Also, in this type of application, using a tool that is too long will reduce the quality of the hole surface within the hole itself, as well as the entrance and exit quality."
Beyond that, the hole and part specifications will help determine whether a solid-carbide, indexable, or modular (exchangeable-tip) drill should be used.
One of the biggest determinants of which drill option to choose is the hole diameter to be made. For projects requiring a very small hole diameter, a solid-carbide drill is the best option as it tends to come in a much smaller diameter range.
According to McEachern, solid-carbide drills also provide the best positional and diameter tolerance because of the chisel point centring capabilities, combined with symmetrical cutting edges and circular land. Surface finishes can be controlled with corner radii on the geometry, as well as feed rate.
"If an operator needs to work in tight tolerances with a slanted entry or exit situation, it’s better to work with a solid-carbide drill," said Schmitt. "This is especially true when it comes to a non-perpendicular hole exit because this type of drill has a lot of contact to the hole surface, making it much more stable upon exit than indexable or modular drills that may require guideways for stabilization."
Operators need to keep in mind that a solid-carbide drill is less forgiving than an indexable insert drill when it comes to deflection and vibrations.
"With solid-carbide drills, these applications generate uneven and excessive forces acting on the cutting edges while intermittent cutting as the drill enters and exits the workpiece," said McEachern. "This increases the chance of vibration and can distort the drilling profile, causing more tool wear than conventional drilling. Premature wear or breakage can occur, which drives up the cost per hole."
This is why McEachern cautioned that solid-carbide drills are a great option for parts with an angled surface of 10 degrees or less. If an operator insists on using a solid-carbide drill on a surface angle greater than 10 degrees, McEachern recommends milling a flat surface before drilling.
For the most part, indexable insert drills, which almost always have a flat point angle, are versatile enough to handle almost any type of hole entry, according to McEachern. They can tolerate larger inclination angles than solid carbide and generally offer lower cost per hole. In most cases, with drills up to 5xD, they often remove the need to create a flat surface.

A modular drill option, like the Kennametal KenTIP™ FS, combines the benefits of a solid-carbide and indexable drill in one tool. Photo courtesy of Kennametal.
"Indexable insert drills have a steel body and multitude of geometries and grades to work with, so they can be adapted to withstand the punishment of angled entries," said McEachern.
Because of its design, the indexable insert drill tends to be more forgiving on an irregular surface than other drill options. And although solid-carbide drills are preferable for holes with tight tolerances, some indexable drills offer wiper technology on the corner of the peripheral insert for improved surface finishes.
"Having a flat point angle makes indexable drills well-suited for angled entries and exits," said Schmitt.
Beyond the traditional solid-carbide and indexable insert drills, some angled hole applications can be done using a modular drill.
"With a modular drill, a solid-carbide tip is attached to a steel body," said Pilger. "This type of drill is not an indexable drill with inserts that are replaceable. But what it does is gives the operator the same penetration rates as the carbide piece to cut and the steel body gives a little bit more flex than the solid-carbide drill for some challenging applications."
One of the advantages of the modular drill is that many diameters can be drilled using one drill body, which is especially helpful in situations where many hole diameters need to be drilled on an angled surface. The operator just needs to change the carbide drill point to produce various hole sizes and specifications.
Operators should use the shortest drill possible to minimize vibration tendencies and decrease the effects of drill deflection. An operator also can decrease the feed rate to limit deflection.
According to Schmitt, for approaching a slanted surface that has more than a 5-degree angle, as a rule of thumb the operator should decrease the feed rate by 50 per cent. If using a 140-degree point, or even a flat-bottom drill, the operator should reduce the feed by around 30 per cent to make sure that there is low deflection and a safe exit on a slanted surface.
"Exiting a hole also with a slanted surface might be a bit easier with a solid-carbide drill because the drill is already resting in the hole," said Schmitt. "However, this may be a bit more of a challenge for indexable and modular drills, which cannot rest on the hole as much. The tool body of an indexable or modular drill is normally not touching the whole surface. Depending on the slanted exit situation, a custom holder using guide pads may be a suitable option."
Schmitt noted that for slanted entries and exits that require superior hole quality and straightness, operators should choose a modular or indexable drill that has four margin lands rather than two. Four margin lands will help maximize the resting surface of the tool on the wall of the hole, making it easier to exit at a slanted surface.
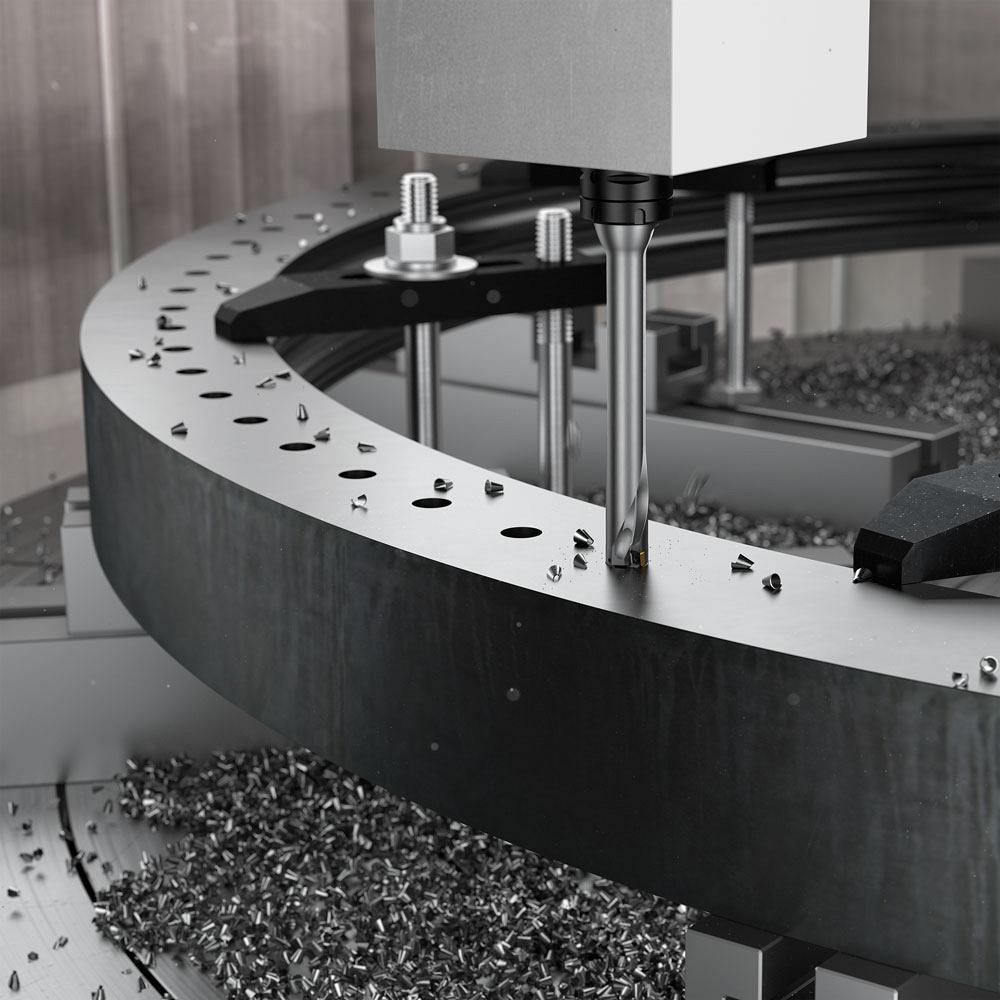
Sandvik’s CoroDrill® DS20 enables reliable drilling of deep holes up to 7xD with less demanding hole tolerances in both inclined surfaces and exits. Photo courtesy of Sandvik Coromant.
Ultimately, the best approach is to plan the process carefully and choose a drill best-suited for the hole diameter and tolerance.
"Consider machine setup, then decide whether a milled flat is necessary, or if feed reductions will be most reliable and efficient," said McEachern.
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianmetalworking.com.
Kennametal, www.kennametal.com
Sandvik Coromant, www.sandvik.coromant.com
YG-1, www.yg1.ca



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




