







Associate Editor

Crowning systems or deflection compensation is helpful for bending parts longer than 40 to 60 in. For shorter bend lengths, the deflection may not be significant. Florin Patrunjel/iStock/Getty
Crowning is an age-old problem that has existed for as long as press brakes have been bending parts. As components become longer and materials become harder to bend, crowning becomes an even bigger concern.
"All press brakes’ bed and ram deflect under load," said Todd Kirchoff, product manager—vertical motion products, Cincinnati Inc., Harrison, Ohio. "Building a press brake with a bed and ram that does not deflect is cost-prohibitive and would require beds and rams that are too wide or deep for practical use."
Since the bed and ram are long structural beams, for the most part the deflection is greater in the centre of the machine than on the ends. Each machine builder designs its press brakes to meet their own specifications and criteria, so deflection can vary from one press brake to another, especially between older and newer machines.
"The upper beam, as large as it is, deflects slightly," said Scott Ottens, bending product manager, Amada America Inc., Buena Park, Calif. "The lower beam, captured by the side frames in the machine at the end, is unsupported in the middle and will deflect in the opposite direction. This causes the punch to not penetrate deeply enough. The end result is a part that is either good or overbent on the ends but open in the middle. Being off even a couple thousandths of an inch of depth, especially in lighter material, can cause as much as a degree or more of angle change. It’s a battle to overcome that."
Many old-school operators have spent time learning how to correct this bend error on long parts by inserting paper or metal shims underneath the lower die. However, this can be extremely time-consuming and hard to repeat, and it’s a skill that many new operators don’t have experience with or haven’t had a chance to perfect.
"In general, with press brakes there are several factors that impact the quality of the finished product," said Marcel Fiedler, product manager—bending/automation, Bystronic, Hoffman Estates, Ill. "Crowning is a big problem, and press brake manufacturers have tried to accommodate for this by adding compensation to the table of the machine. Today there are many different crowning technologies available."
Fiedler added that all press brakes tend to have some challenge with keeping the part straight over the entire bending length. However, some electric press brakes have a belt-driven system that minimizes the effect on the upper beam. Instead of applying the pressure mainly on the outside of the press brake, the force on the ram is more evenly distributed. Although this can improve the level of deflection, when shops move into higher tonnages or longer bend lengths, a crowning system added to the bottom of the table is needed.
The experts agree that crowning systems or deflection compensation is helpful for bending parts longer than 40 to 60 in. For shorter bend lengths, the deflection may not be significant. This may not be a concern for fabricators working with lighter materials and will also depend on part tolerance requirements. However, the condition of the press brake and tooling can impact the level of deflection.
It’s important to note that crowning systems are meant to compensate for normal deflection between the bed and ram, which affects the resulting angle of the bend.
"Some fabricators mistake camber as a crowning problem," said Ottens. "Camber is a bow in the material, which has become more prevalent with the use of lasers. When cutting with a laser, it can introduce a lot of stress into the edge of the part. When this part is bent, the operator may notice that the part is bowed. This is not a crowning issue, but rather a camber, and it cannot be corrected with a crowning system."

An automatic, hydraulically powered crowning device, like Cincinnati’s Auto Crown, can produce angles within ±1/2-degree variation along the bend line. Cincinnati
Instead, today’s crowning systems help produce bends with a consistent angle along the entire length of the part. Crowning systems are easy to use, quick to set up, and provide repeatable results.
Two types of crowning systems commonly are used in modern press brakes: a wedge-based system built into the lower die holder or hydraulic cylinders in the bed.
Wedge System. This type of compensation was one of the first introduced into the press brake, according to Fiedler. Within the wedge system, two types of options are available: one is mechanically and manually set by the operator and the other uses an NC that adjusts for compensation. With this second option, the press brake adjusts prior to bending the part, and the end result tends to be very close to what has been programmed.
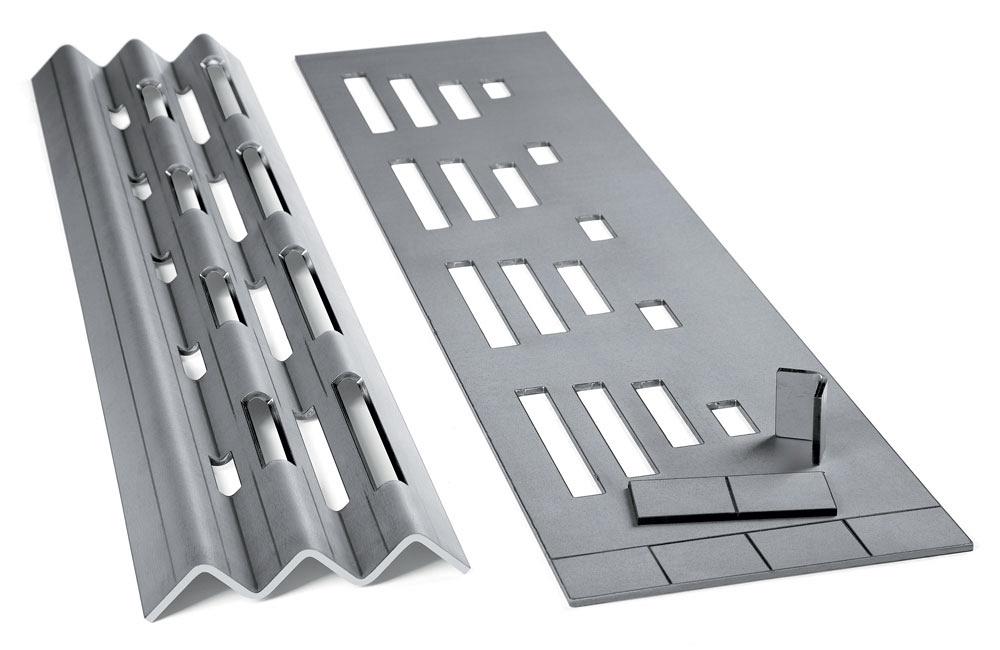
"Wedge-type crowning systems use a pair of long plates with multiple wedge shapes machined into the plates," said Kirchoff. "On the lower plate the wedges are facing up, and on the upper plate the wedges are facing down. The pitch of the wedges is greater in the centre than on the ends. As one wedge plate moves horizontally relative to the other, more vertical displacement is created in the centre than on the ends."
Kirchoff added that in simple systems the wedge plate is moved with a hand crank. A dial indicator shows the operator the amount of crown. Unfortunately, the operator has to remember or record this value to achieve consistent results the next time the part is made.
More advanced systems use a CNC motor to drive the wedge. Software in the press brake control calculates the proper amount of crown based on material type and thickness, V opening, bend length, and the deflection properties of the machine. The crown value is saved with the press brake program so future adjustments are not needed the next time the part is produced.
"It’s a matter of preference, as some operators appreciate the ability to fine-tune the amount of crown," said Kirchoff.
Hydraulic Cylinders. This type of system has cylinders built into the bed to provide an upward force proportional to the downward force produced by the ram cylinders.
"The size and stroke of the crowning cylinder is sized to match the maximum deflection that can occur in the bed and ram," said Kirchoff. "A large press brake requires a larger cylinder. One advantage of hydraulic systems is operator input is not required. In fact, with some hydraulic systems, operator input is not allowed. As long as the tools are in good shape and recommended bending rules are used (i.e., V-opening size), the operator will experience good results—a consistent bend angle along the length of the part—with no effort. Many operators prefer this simple and hands-off approach."
Hydraulic cylinder systems have evolved over the years and offer some advantages over wedge-style crowning systems.
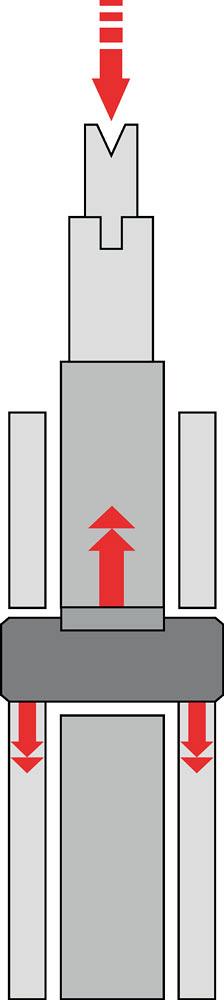
With a hydraulic cylinder, the crowning compensation is applied during the bending process. Bystronic
Fiedler said that with a hydraulic cylinder, the crowning compensation is applied during the bending process. The advantage of this is that the operator is not required to pre-crown the part, which runs the risk of producing a banana effect in which the force is applied at the wrong time during the process, like with a wedge system whereby all the compensation is adjusted upfront. However, dynamic crowning takes this one step further.
"Dynamic crowning offers the ability of real-time adjustments based on actual bending metrics," said Fiedler. "We have a patented system that reads the pressure in real time or up to 200 times per second during the bending process. The system is able to use that data and adjust the crowning dynamically on-the-fly. This can be important in situations where an operator may input the wrong thickness or the tonnage is not correctly programmed. The dynamic crowning system can automatically compensate for that with what is physically being bent in the machine. So even if a part has cutouts along the bend angle that the bending program did not take into account, or the material being bent does not match the program exactly, we will still get a consistent angle along the part."
Another key point about a dynamic hydraulic crowning system is that it automatically controls the amount of crowning on the machine table based on the part location, added Fiedler. This can only be achieved with multicylinder dynamic hydraulic crowning systems and is especially important during stage bending of thicker material.
Other Approaches. The experts say that there are any number of ways to build crowning compensation into the lower bed. For a more mechanical option, beyond a wedge-style system, fabricators can also look at the die holder.
"There are some manufacturers of die holders that have crowning built into their units," said Ottens. "That typically tends to be a manual option, where the operator uses a wrench or tool to turn set screws and physically adjust the unit. This tends to be more closely related to shimming, but it is much easier than cutting up cards and more effective than loosening up tools."
For fabricators that don’t have significant tolerance restrictions, another, more economical option is to purchase a press brake with a natural crowning system.
"One method we’re using right now is that we are building crowning compensation into the lower beam," said Ottens. "Instead of having a solid lower beam, we actually ended up making some diagonal cuts in the lower beam. This allows the lower beam to float freely and we let it deflect. When an operator puts a part in the top, the upper beam deflects, and the lower beam will match that deflection naturally. This variable slit crowning feature helps ensure consistent angle accuracy. It’s not an adjustable crowning system, but it can closely match the upper deflection. The advantage of this system is that it keeps the cost of the press brake relatively low and fabricators can still get that crowning control."
Any operator that has used a press brake surely knows the challenges that deflection presents during the bending process. Operators with long-time experience have found ways around this problem with shimming and other manual options. But with a new wave of operators entering fabricating and a push to produce parts faster and with greater accuracy, many shops may be wondering what options are available for crowning control on existing press brakes.
The experts agree that it would be very costly to retrofit a press brake with a hydraulic system built into the bed. In addition to the cost, it would require a significant rebuild that includes a new bed and rigging work for installation.
A wedge-type system is the best option for retrofitting an existing machine. Kirchoff explained that most shops can easily install their own hand-crank systems; motorized systems may require integration by the press brake builder.
If a part has cutouts along the bend angle that the bending program did not take into account, or the material being bent does not match the program exactly, a consistent angle along the part is still achievable with dynamic crowning. Bystronic
For the most part, equipping a machine with a crowning system usually is done before the sales process. Fiedler said that some manufacturers offer a table that can be retrofitted with a crowning system, but it’s limited to a wedge style.
"For older press brakes, it’s pretty difficult to cut into the machine and try and integrate a crowning system," said Ottens. "This is where a die holder that has crowning built in can be a huge asset. However, the one issue with this is that it’s hard to know exactly where you are at from a crowning standpoint. The operator has introduced a bow into this die holder, but how can it go back to no bow? This is why some options include markings to allow the operator to get back to a reference straight."
Higher tonnage causes more deflection and greater angular variation along the length of the bend. More crowning is required to produce a consistent bend in these applications.
Some lower-tonnage press brakes on which fabricators are producing shorter parts don’t require a crowning system. But for shops that are looking to purchase a press brake on which deflection will be a problem, having the right crowning system is essential. Part material, too, is an important consideration when looking for the best option.
"If I’m talking to a customer and all the shop bends is 90 per cent cold-rolled steel, then a natural crowning system is a great option and provides good results," said Ottens. "However, a natural crowning system won’t work for shops with a high mix of materials. Stainless steel will react differently than aluminum, which will act differently than mild steel, so a shop will definitely want some type of adjustable crowning system that can move and compensate for the different specifications. Another option is to buy a brake that’s massively bigger than you require. It’s a more expensive option, but you know, people do it."
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianfabweld.com.
Amada, www.amada.ca
Bystronic, www.bystronic.ca
Cincinnati Inc., www.e-ci.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




