








Punching Product Sales Manager
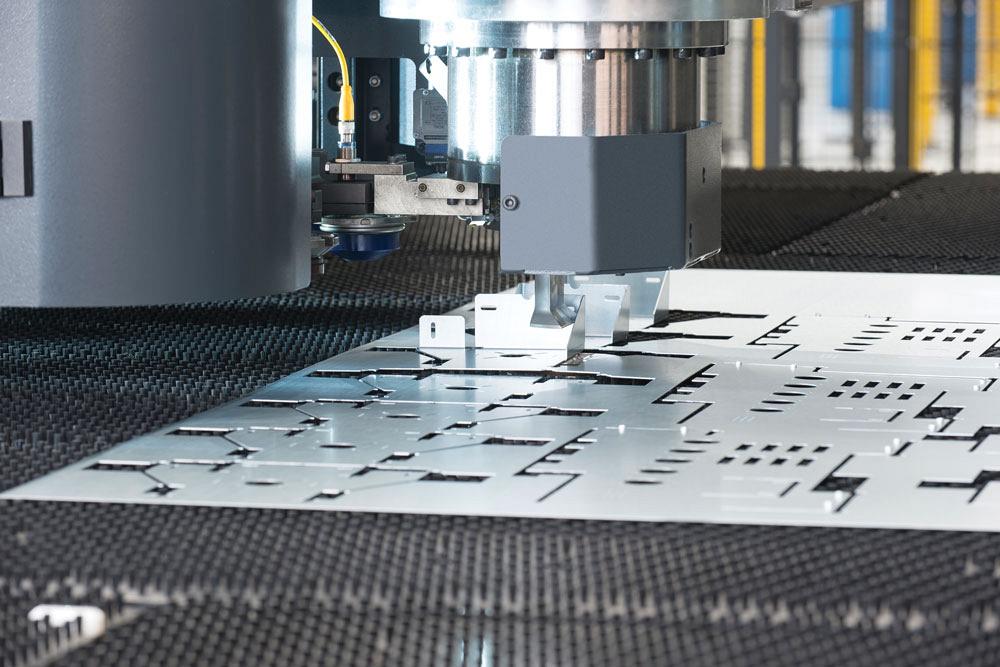
As fabricators look to reduce secondary operations and material handling and go from “art to part” faster, forming on the punch press is becoming more common.
There’s always going to be a need for punching. However, in the past few years punching equipment sales have definitely declined because of the reliability and the speed of laser cutting machines, particularly fibre lasers. That being said, lasers aren’t capable of forming.
Most fabricators still need to make forms such as louvres and embosses and perform coining and tapping operations. In that regard, they can’t completely rely on the fibre laser. And for the most part, hole for hole, it’s still less expensive to use a punch press. The thicker the material is, the more the cost diverges between the two options. This is why there is always going to be a need for punching equipment, particularly entry- and production-level machines.
However, one area of opportunity seems to be with punch/laser combination machines. In the last five years, the market for this type of equipment has expanded. In 2019, 28 per cent of all punch press sales were combination machines rather than stand-alone punch presses. It’s been a real ebb and flow with combination machines, especially because CO2 lasers were not the most reliable when they were part of combination machines. The stress and vibration from punching could force the optics out of alignment, resulting in an unreliable cut. However, with the fibre laser combination machine, there are no issues with optics, so the cutting results are more reliable. That’s one reason that the combination equipment market continues to grow.
Fabricators need to determine what they are going to be punching, the type of materials, and material thicknesses. This is a good place to start be-cause punch presses do have their limitations. The standard for a punch press is ¼-in. material and between 20 and 30 tons. There are certainly non-standard options with higher tonnage ranges, but fabricators looking for something less customized need to consider if their parts can be accommodated within the machine’s punching range. If they don’t plan on running hole intensive parts, the fibre laser might be a better option. However, if parts are hole-intensive, using a punch press will reduce the cost per hole. The biggest determining factor is forming. What forms are on the part? Are there any louvres? Are there embosses or anything that is extruded or tapped? This is where the punch press shines.
Beyond these specifications, fabricators also need to choose between a hydraulic or servo-electric press drive. What a fabricator is looking for in terms of repeatability on forms and overall budget will help determine which option is better-suited for their application. For the most part, a servo-electric drive is less expensive to run than a hydraulic punch press, but choosing between the two has to be a bigger conversation.
As fabricators look to reduce secondary operations and material handling and go from "art to part" faster, forming on the punch press is becoming more common. Space between the punch and die (the feed clearance) dictates what can be formed on a punch press.
Single-head hydraulic machines have the luxury of a large feed clearance—up to 3 in.—which gives the fabricator more forming flexibility. Hinges are an example of a complex form that can be produced on a hydraulic punch press by performing a progressive bend using a hinge tool. Otherwise these parts would need to be produced through a program with evasive moves, which requires more programming time and effort.
As for energy efficiency, the hydraulic punch press lags behind its servo-electric counterpart. That’s not to say that a hydraulic punch press is not energy-efficient; many energy-efficient options are on the market. Choosing a hydraulic punch press with an Energy Reduction System (ERS) will help reduce the consumption of energy during periods of low hydraulic pressure or drops in machine activity, optimizing overall power consumption. However, the servo-electric drive was designed with energy efficiency in mind.
When it comes to maintenance, OEMs suggest that the filter and hydraulic oil be replaced yearly. It’s important to account for ancillary costs like replacing and disposing of oil when opting for a hydraulic punch press.
For the longest time servo-electric press drives offered full tonnage only at the bottom of the stroke. With advancing technologies, though, many servo-electric drives now allow for total control of the ram and full tonnage throughout the stroke.
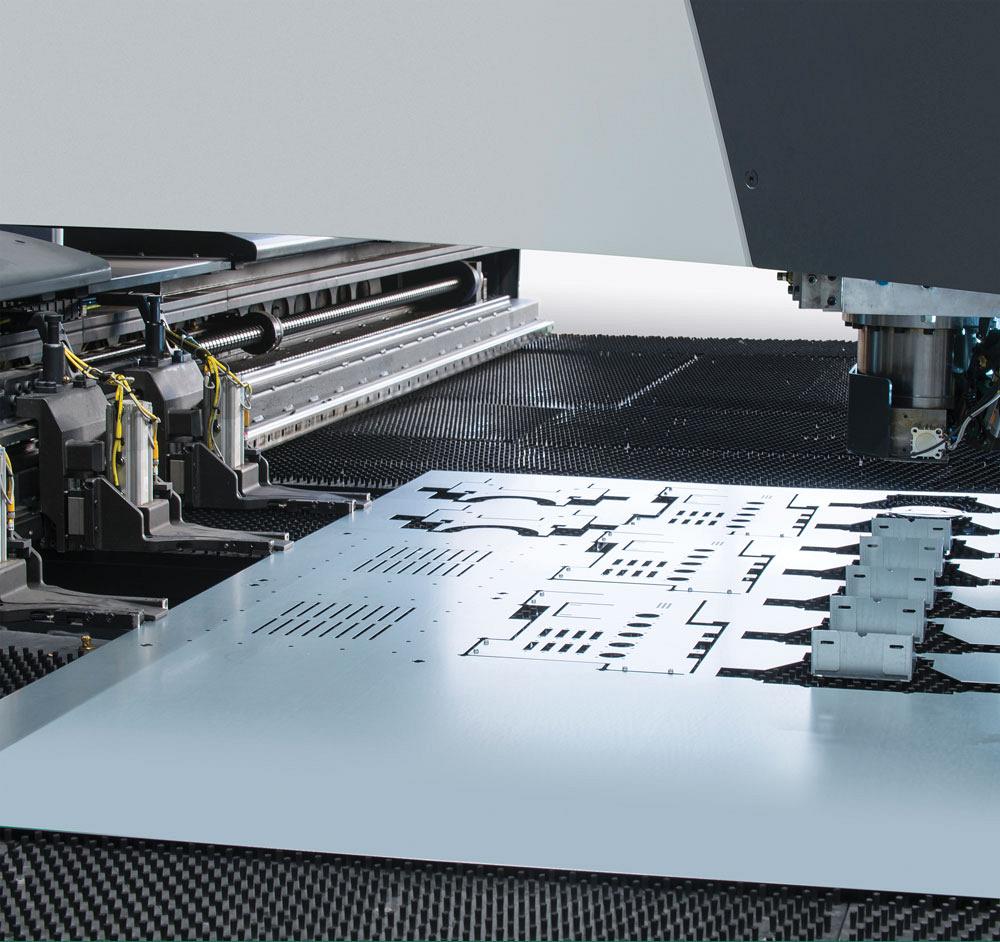
Single-head hydraulic machines have the luxury of a large feed clearance – up to 3 in. – which gives the fabricator more forming flexibility.
With a servo-electric machine, the higher the tonnage, the more expensive the machine, particularly when you get into a 30-ton range. This is possibly the main reason that fabricators would choose a hydraulic over a servo-electric press drive system. It also depends on how complex the press drive system is. If there are a lot of components, especially moving parts, it may not be able to handle the impact of 30 tons in the same way a hydraulic system would. There is certainly a fatigue factor, creating a higher breakdown over time. However, in lighter-tonnage applications, servo-electric technology really shines. Also, this technology is constantly evolving and adapting to meet the needs of today’s fabricators; for example, more advanced motor designs provide more repeatability.
When it comes to energy savings, servo-electric takes the top prize for many reasons. On average, the servo- electric drive option offers a 20 per cent energy consumption reduction. This is because it doesn’t have to run a hydraulic pump. Also, servo-electric drives use less power between punching strokes, while the machine is idle. This is a factor to consider in areas where electricity is extremely costly or rebates for energy efficiency are available.
For the most part, the electric press drive has a lower hit rate than a hydraulic machine because the valves can react faster. The only way to beef up the hit rate for high production needs on an electric press drive is to put bigger motors on it, which can get costly and use more energy. Fabricators need to look at the makeup of the part, as well as consider what they think they’re going to run on the machine, and factor that into their decision.
Speed limitations (although minimal) of a servo-electric press drive are countered with high repeatability. A fabricator can repeat within ±0.001 in. throughout a full sheet on an emboss. This precise ram control is particularly significant in forming and coining applications, as well as applications requiring special tooling. With a hydraulic press drive, that repeatability is going to be ±0.003 to 0.004 in. This may not seem like a lot, but it can make a big difference depending on the project requirements.
Another consideration is noise. A servo-electric press drive tends to be 15 to 20 per cent quieter than a hydraulic machine. Where noise pollution is an issue, choosing the servo-electric can make a difference. When a hydraulic motor is running constantly, even in sleep mode (running at a slow RPM), it’s still making noise. An electric ram, when the motors aren’t running, makes no noise.
For the most part, the servo-electric punch press has fewer components than a hydraulic punch press. While the servo-electric drive requires components such as motors, ball screws, and gearboxes, it does not have an oil tank, pump, associated valves, hoses, or chillers. Some current models of servo-electric machines have as few as 50 components. This is significant when considering maintenance costs. With the fatigue factor, especially in higher-tonnage applications, these components may need to be replaced over time. Like the hydraulic option, ancillary costs should be factored in.
When it comes to choosing between hydraulic and servo-electric punch presses, application is key. It also boils down to comfort level. In a lot of cases, fabricators who have always worked with one over the other will continue to prefer the same drive technology. But as the technology evolves, fabricators should reassess how their applications are served by their current punching machine.
Dan Caprio is punching product sales manager at LVD Strippit, 12975 Clarence Center Rd., Akron, N.Y. 14001, 716-542-4511, www.lvdgroup.com.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.





{kind=link}