







Editor
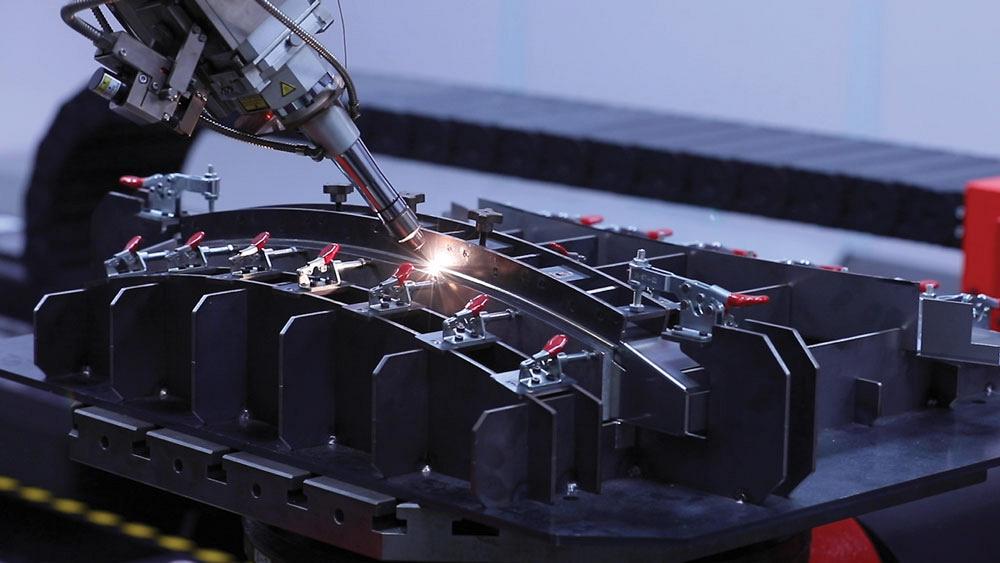
Sophisticated programming and new fixturing options are making laser welding an increasingly appealing option for weld-heavy shops. Image courtesy of Amada.
Each year in our June issue I revisit laser welding technology for general fabricating environments. Laser welding started as a time-saving process for shops primarily running high-volume parts in stainless steel and other hard-to-weld materials. But robotic programming and fixturing were hurdles that potential adopters struggled with.
Machine tool developers now are addressing these hurdles better. At the same time, comfort with programming in general, and an appreciation of the value gained from switching to an automated process, is creating converts to the technology among both OEMs and job shops.
Not Just for Stainless
Laser welding is a technology that initially seemed best suited for stainless steel, which can be awkward to weld and requires a pristine finish on completion. The speed and cleanliness of laser welds allowed fabricators to save time in both welding and post-processing.
As fibre lasers have become more sophisticated, however, the value of the technology has been seen in some shops that work exclusively in mild steel. The ability to manipulate the focus of the laser allows deeper penetration in mild steel, making it possible to weld faster while producing a high-quality finish.
“We have a customer that runs mild steel exclusively,” said Dan Belz, FLW product manager for Amada America. “They have been using their laser welding machine for two years and are ready to invest in a second unit. Having a laser welder allowed them to capture a very specific market. And they move parts straight from the welder to the paint booth. Previously they had a person to correct welding errors in parts, a second person to grind the part, and a third to polish it before paint. Now one person does a careful check of each part, but throughput is many times faster than it was, and those team members who were managing the finishing processes can be better used elsewhere in the shop.”
“The food industry was obviously a big sector for this technology early on, but also the deep penetration welding that is possible with the technology means that we’re seeing more structural-type products being processed on laser welders, like doors, racks, battery housings, and heavy-duty furniture,” said Masoud Harooni, laser welding product manager at TRUMPF.
“The discussions we’re having in a variety of sectors, including agriculture, suggest that companies are more receptive to the technology. We are talking about a change of process, and that can sometimes be challenging for some companies; however, testing laser welded parts to the same specs required for current processes will prove the capability of the technology. We should not forget that the cars we drive everyday have laser welded parts in them. Companies want to make sure they are supported throughout that change process, so the cautiousness is understandable. But companies are much more open to the idea than they once were.”
Belz is also seeing a shift, particularly among OEMs, toward adopting laser welding technology.
“I think a lot of companies have now had the time to study the technology and digest what they have to do to make it work for them,” he said. “Now, when they start a new project, they can design it for laser welding from the start.”

Deep-penetration welding makes it possible to use laser welding for more structural-type products such as doors, racks, battery housings, and heavy-duty furniture. In this photo an elevator door is being welded. Photo courtesy of TRUMPF.
Software Sophistication
For those not used to programming a robot, just the idea of it can be a block to adopting this kind of technology. If a shop has a series of five different parts in a day that need to be programmed on the floor before they go live, all of a sudden the time it takes to actually weld the part pales in comparison to the time required for programming.
However, that programming can be done offline now, so that production time in the laser weld cell isn’t lost.
One example of how programming technology has changed is Amada’s FLW CAM 3i software, which allows a shop to create a welding program in a virtual 3D environment.
“We have been using it internally for time studies and it has been a huge benefit,” said Belz. “It allows you to prepare your welding program and create an animated visual simulation of it running so that you can detect and solve any errors in advance of doing a dry run on the shop floor. And with the simulations, it errs on the conservative side of the run times it can achieve, so while it might say it’s going to take two minutes to run a part, there’s every possibility that it will run faster than that.”
Because the welding software is connected to Amada’s full 3i software suite, a company using other Amada machines can fix issues in a weld by rethinking the part earlier, if they feel it’s necessary.
“If it gets to welding and we see that there is interference at a particular spot, that we need to close something up, it might be that the adjustment is made at the blanking or bending phase,” said Belz. “That virtual workflow gives us this added flexibility. There may still be some slight adjustments when you reach the dry run on the shop floor, but they will be minor tweaks.”
Fixturing Flow
Fixturing can be a potential bottleneck if a shop intends to run variations of parts with lower quantities using laser welding. Between setup of the fixture and ensuring it is properly positioned for the weld when a changeover is made can be a challenge.
But again, machine tool manufacturers are finding ways to manage these potential issues. An example of this is TRUMPF’s zero-point clamping system. The system involves four housings affixed on the weld table. Fixtured parts, meanwhile, are set up on plates with pins on their base that are placed in the housings and held there pneumatically.
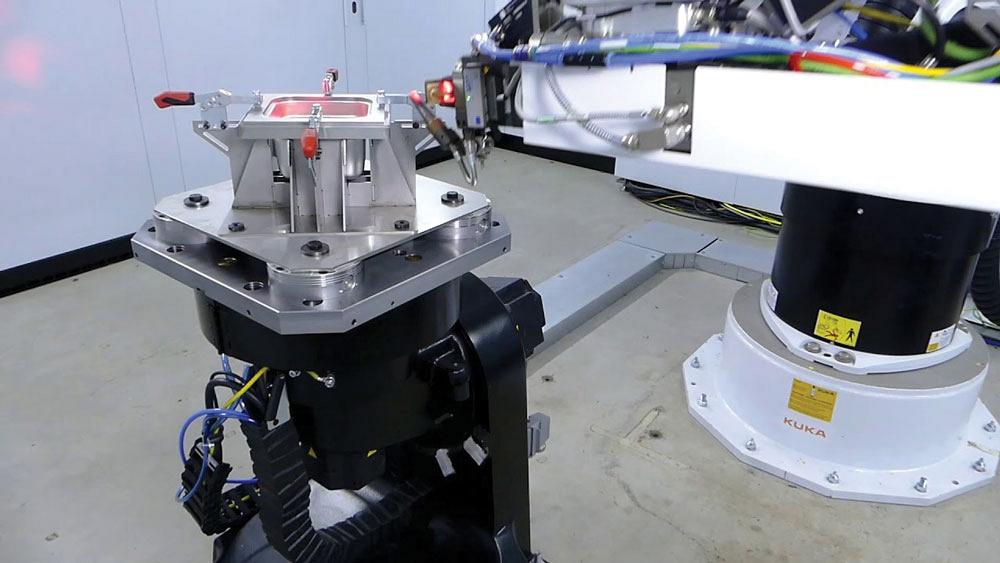
TRUMPF’s zero-point clamping system, shown here, involves putting fixtured parts on plates with pins on their base that are placed in housings and held there pneumatically. The value of this is that any part in the fixture is now automatically in precisely the same place each time the fixture is put in the machine. Photo courtesy of TRUMPF.
“The value of this is that any part in that fixture is now automatically in precisely the same place each time the fixture is put in the machine,” said Harooni. “This shortens changeover times substantially. There is no need to recheck the part each time. For many job shops that are high-mix/low-volume environments, this helps justify an investment in a weld cell. Changeover time is no longer a couple hours, it’s a few minutes.”
Amada is working with a fixturing company in Wisconsin to create automated fixturing options for customers.
“With pneumatic clamping you can use less clamping to hold more,” said Belz. “It is also faster than setting a manual clamping system. The difference might be only 10 seconds, but for some companies the time saved might mean producing 10,000 more parts in a year.”
Pandemic Changes
It’s hard to quantify how the pandemic we’re living through will change the nature of manufacturing, but there’s no question that in the short term it places pressure on supply chains, which can cause both disruptions and opportunities.
“We had customers bringing cast parts in from overseas,” said Belz. “One redesigned the part they were getting so that they could fabricate it out of sheet metal. This helped them eliminate both post-processing and preprocessing. Plus, it’s cheaper to make the part with sheet metal, and they were rejecting about 50 per cent of the parts they received from their former supplier. The supply chain just got a lot shorter. I think we are going to see a lot of this in the near future.”
When speed to market is critical, a tool like a laser welding cell can also make the difference between success and failure.
“We recently had a customer in New York State that was called upon to laser weld ventilators, and they were going to have to produce 500 parts a day,” said Harooni. “We were able to sort out the fixture design and programming the part in just a few days, and they were able to start production. That turnaround time and production speed just wouldn’t be possible without this technology.
“Another customer was slammed with orders because some school districts, seeing the opportunity to make improvements while students weren’t in the building, decided to change out old light fixtures,” he continued. “Laser welding can keep pace when industry demands switch quickly.”
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.

Programming for the laser welder can be done offline now, so production time in the cell isn’t lost. Photo courtesy of Amada.
Amada Canada, www.amada.ca
TRUMPF Inc., www.trumpf.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




