







Get the most out of your drill line
Tips and tricks to maximize holemaking operations

Today’s drill lines employ a series of support clamps in order to achieve optimum rigidity of the workpiece through the machine.
Drilling holes accurately in beam, angle, or barstock requires a machine that is both precise and efficient. Today’s drill lines come in a variety of sizes and configurations to suit any shop’s needs.
Without a drill line, fabricators are forced to drill holes manually and individually down the length of the beam. This method, while effective for some shops, can be both time-consuming and error-prone. CNC drill lines accurately position multiple drills across structural steel segments to ensure that holes are precisely drilled for assembly.
When drill lines aren’t working to their maximum efficiency, the amount of tonnage that can be run through a shop is significantly reduced as beams are not able to be fed downstream to fitters or welders. It can create bottlenecks in production that can lead to revenue losses.
Here are a few tips and tricks to help fabricators maximize holemaking operations.
1. Invest in a Drill Line Machine That Fits Current and Future Needs
There are a number of factors that go into determining which drill line machine will fit a shop’s needs. The maximum material weight and thickness is the first thing fabricators should look at. Does a machine meet both current and existing project requirements? Fabricators also need to look at the features on existing projects and decide if adding features will help expand current capabilities.
For example, both slot and cope milling can be performed on these machines. For holemaking operations, drilling, tapping, and countersinking all can be performed. Beyond this, some machines offer both marking and scribing options along with sawing features.
Another consideration is space. How much real estate is available for a new drill line? Does it make sense to invest in an all-in-one machine or to incorporate multiple machines in a layout? The beams that are processed in these machines often are long in length, so it is important to understand material handling and workflow throughout the shop.
And it’s not just about current needs. Fabricators should look for a machine that can grow with their needs. Having a more robust system with features like automatic tool changers or advanced software help ensure that no matter what projects come into the shop, they can be performed on the machine.
2. Explore Drill Options
While carbide tooling has long been a staple in the precision machining market, it has more recently become standard in drill line operations. The faster the machine can run the drill, the faster holes can be produced. Carbide tools have proven they can drill more than twice as fast as traditional high-speed steel (HSS) or twist-drill tooling.
There still are a handful of machines that use HSS or other tooling, but they are very uncommon at this point.
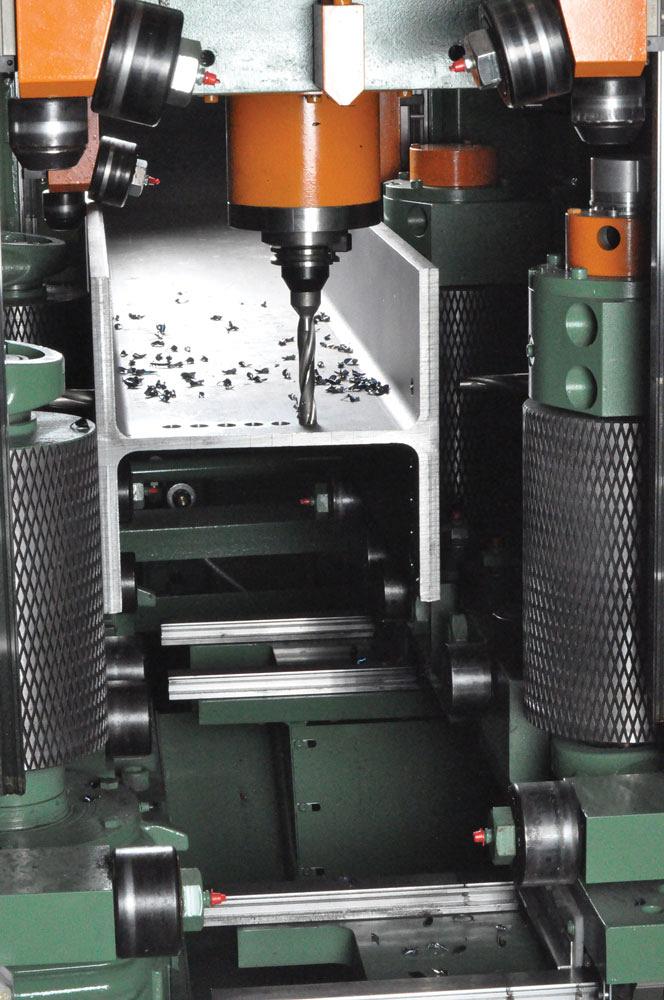
Powered by 25-HP (18.5-kW) Siemens spindle motors, the Advantage-2 CNC beam drill from Peddinghaus is outfitted with three drill spindles, each equipped with five-station tool changers.
While carbide is harder than other tooling options, it tends to be more brittle, making it more susceptible to damage when vibration and chatter is present. Because today’s machines are designed with carbide in mind, rigidity is built in to limit motion.
Beyond the drill itself, fabricators looking to produce lots of holes should consider investing in a system with multiple spindles and multi-station tool changers to eliminate the need to manually change tools. It also will open up the ability to tap and countersink in addition to drilling operations.
A multispindle and multistation tool changing system will enable continuous production with a wider range of hole sizes available. This is important for structural components that tend to require three hole sizes per surface. Having the capability to automatically drill different hole sizes can speed up operations.
3. Understand Clamping Mechanisms
In order to take advantage of the latest features, enhanced clamping is required. Most older machines are unable to be retrofitted with the latest and greatest because they do not have the necessary clamping or capability to hold the material in the way it needs to be held to drill using carbide tooling or perform milling operations. This type of work requires advanced clamping to help position the workpiece precisely and avoid vibration.
Many of the newer machines have additional clamp points and hold-down areas, whether on the flange or web side, to hold everything in position and prevent that piece from having any type of movement while it's being worked on.
It’s important to note that the lighter the component, the more challenging the clamping. This is because lighter material yields thinner webs and flanges. Also, during milling and drilling operations, lighter material has a higher tendency to incur vibration and chatter. Heavier beams by nature tend to be stiffer and therefore may not require as much clamping.
4. Keep It Fed Correctly
Material handling is important. There has to be enough area on the transfers and conveyor to store material. The system should have enough room so operators don’t need to load the infeed conveyor constantly and have space on the outfeed side where finished parts can be taken off quickly and easily.
Beyond that, a feed system like a precision roller wheel means that no clamp or gripper is involved with material handling. This means that when changing over from large to small material, no manual adjustments are needed. This type of feed system eliminates restrictions on overall material length. The only restriction is maximum weight.
Material handling one of the most important factors to keep the machine operating efficiently.
5. Measure to Ensure Accuracy
Ensuring accurately drilled holes requires the workpiece to be positioned correctly on the table. Certain drill lines include encoder measuring systems along with X-axis, zero-point switches located within the equipment to do just that. The encoder will send material-feed information to the controller. When material enters the drilling area, the roller wheel presses along the material surface, counting revolutions based on the travel of the material. The wheel itself is unaffected by rust, scale, or material deviations.
For fabricators looking to produce lots of holes, investing in a system with multiple spindles and multi-station tool changers will eliminate the need to manually change tools.
This information is used by the system to automatically adjust to a profile’s true location and help meet tight tolerances. The machine is able to identify the proper place to measure on the material. For beams, this occurs in line with the location of the web; for channels and angles, it occurs at the heel; and for square or rectangular tubing, it occurs at the material’s centre.
The advantage of this type of measurement system is that workpieces can be fed into the drill line one after another without needing to wait for secondary measurement devices.
Having a sophisticated measuring and positioning system will help hold a tolerance of up to ±0.03125 in.
6. Follow a Preventive Maintenance Schedule
It’s so important to keep the machine clean and to treat it with care. Following a preventive maintenance schedule will help with this. Have a plan and a check list for general maintenance, whether it is daily cleaning, weekly greasing, or plans to change the oil. With anything that is running for multiple hours per day, it’s important to just monitor how the machine is performing.
It needs to be respected and fabricators should really take ownership of the equipment.
Todd Cordes is international sales manager at Peddinghaus Corp., www.peddinghaus.com.

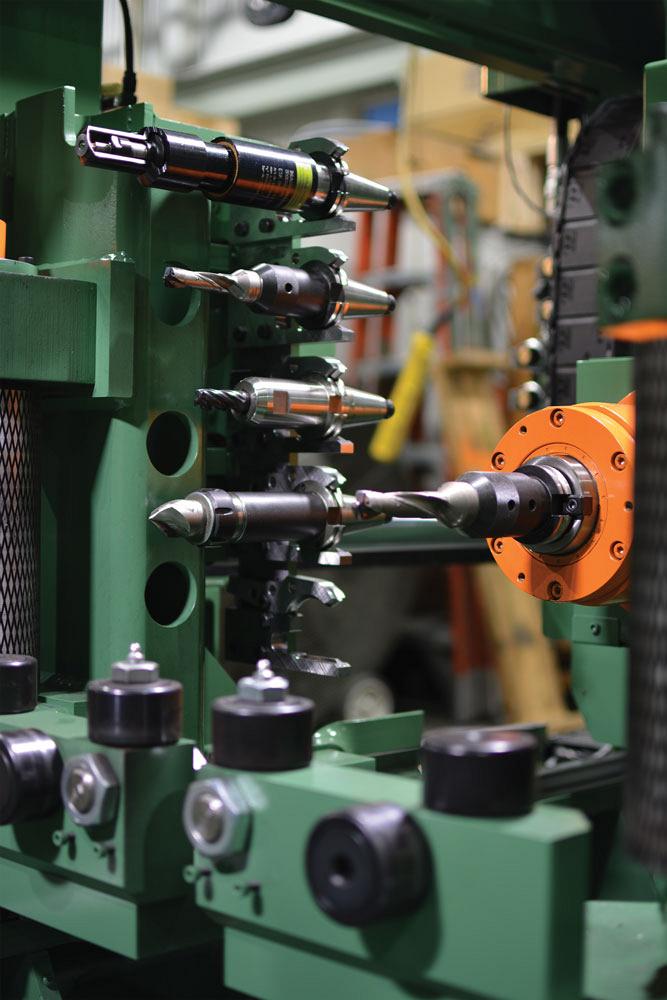
The Peddinghaus BDL-D drill line performs countersinking and tapping operations. The three drill assemblies on the BDL-1250/9D operate simultaneously or independently of one another using either the same or different drill diameters, speeds and feeds.
About the Publication

subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
Aluminum MIG welding wire upgraded with a proprietary and patented surface treatment technology

2
Hypertherm Associates partners with Rapyuta Robotics

3
Gema welcomes controller

4
Protected and productive: welding helmet tech

5
HGG Profiling Equipment BV names Western Canada area sales manager
