







Drilling Down
Deep holes, especially those with small diameters, need tools specially designed for the application

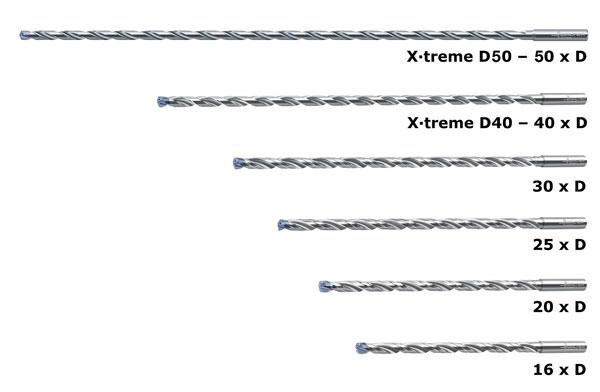
Small-diameter drills have a very small flute space, which does not leave much room for the chips to flow. Polished flutes can aid in chip evacuation. Photos courtesy of Walter Tools
Deep-hole drilling creates holes that have a relatively large depth-to-diameter ratio. While normal drilling operations rarely produce holes that are deeper than five times the diameter (5xD), deep-hole drilling – holes that are 10xD and deeper – require both specialized tools and techniques.
As the depth-to-diameter ratio gets more extreme, even to 50xD and beyond, the correct choice of feeds and speeds, as well as chip breaking and removal that don’t damage the tool or the workpiece as they come out of the hole, is essential.
CIM—Canadian Industrial Machinery asked Luke Pollock, product manager -- round tools for Walter USA to describe the best techniques for drilling deep holes. Here is what he had to say.
CIM: What makes drilling deep, small-diameter holes a challenge?
Pollock: As with any deep-hole drilling, removing the chips is always a challenge. You have to rely on the flute to effectively move the chips up and out of the hole. With small-diameter drills, the flute space is very small, which does not leave very much room for the chips to flow.
CIM: Is a solid-carbide drill always the preferred choice in these applications?
Pollock: Solid-carbide material is much stronger, has better wear characteristics, and has more rigidity than high-speed steel [HSS], so the initial reaction would be to say that it is always the better choice.
However it is also more expensive, and, in the event of a broken tool, it may be more difficult to remove from the part. Depending on the application and the machinist’s particular material, HSS can sometimes be the better choice.
CIM: Is the design of the drill different?
Pollock: The designs of deep-hole drills and standard-length drills do differ slightly.
As the depth-to-diameter ratio gets more extreme, even to 50xD and beyond, the correct choice of feeds and speeds, as well as chip breaking and removal that don’t damage the tool or the workpiece as they come out of the hole, is essential.
They all have the same main components -- drill point and drill body -- but slight changes are made to the drill features because of the longer length-to-diameter ratio. A shorter drill might have a larger web, while a deep-hole drill would have deeper chip flutes to allow more room for chip evacuation. Additionally, the chip flute area might be polished, which also aids chip evacuation.
CIM: How does the material being machined affect tool design?
Pollock: Some drills are designed to be multipurpose, meaning they can machine different materials with relatively good success. In certain cases, these drills may be appropriate. Typically, however, drills are designed for specific materials. For example, a drill for aluminum might have larger chip flute space to accommodate a more expansive chip material, while a drill for stainless steel would have a smaller hone, making the drill sharper. To maximize tool life and overall production rates, use a drill specifically designed for the material being machined.
CIM: Why are drill tips coated?
Pollock: The materials used as coatings are generally harder than the substrate, tougher than the substrate, or both. These properties prevent the cutting edge from breaking down from either wear or fracture.
However, the coated surface also can be slightly rough compared to a polished surface. Deep-hole drills that are coated only on the point -- where the cutting action is occurring – can be beneficial. The remainder of the drill body is polished and left uncoated to aid chip evacuation.
CIM: What happens if chips are not removed from the hole?
Pollock: If the chips cannot evacuate the cutting area quickly enough, chip packing can occur and the drill will not be able to continue working.
CIM: Will pecking remove the chips?
Pollock: Pecking is done when the chips are being created faster than they can be evacuated from the cutting area. Pecking, or adding a dwell to the drill cycle, simply lets the chips that have already been created move out of the way before more chips are created.

Removing chips is always challenging in deep-hole drilling, and you must rely on the flute to effectively move the chips up and out of the hole.
Pecking during a drilling cycle typically is done to allow the chips to evacuate the hole before cutting is resumed and more chips are generated. However, improved tool design, refined manufacturing techniques, and stronger tool materials allow heavier and thicker chips to be formed. These thicker chips can be controlled and evacuated more easily than thin, stringy chips.
The net effect is the reduction or elimination of pecking during the drilling cycle. We do not recommend pecking with any solid-carbide, coolant-through drill.
CIM: How does coolant delivered through the tool eliminate the need for pecking?
Pollock: Coolant delivered internally through the point of the drill helps push the chips up and out of the hole, reducing or eliminating the need for pecking.
CIM: What role does coolant play, especially as you drill deeper?
Pollock: Coolant performs several functions in the drilling process, with the most obvious function being that it helps cool the cutting edge of the drill. At the contact point between the drill and material being machined, extremely high temperatures are generated that are detrimental to the cutting edge of the tool.
Submerging the drill point in a liquid specifically designed to dissipate heat helps increase tool life by preventing the cutting edge from breaking down.
Some coolants also are designed for increased lubrication. Having a more lubricious coolant helps the chips flow over the cutting edge and up the drill flute.
Finally, the volume and pressure of the coolant escaping the drilled hole physically carries the chips with it and aids in a quicker evacuation of the chips.
CIM: Are there any drawbacks to through-tool coolant usage? Pollock: While using a drill that delivers coolant to the point internally through the tool can help flush the chips and keep them moving out of the hole, the drill body can be weakened because of the coolant holes.CIM: How should machinists employ coolant?
Pollock: Whenever possible, it is recommended to do any deep-hole drilling with a drill equipped with internal coolant holes through the drill body. This allows coolant, which is delivered through the spindle, to pass through the drill body and exit at the point of the drill, which is at the bottom of the hole.
By having coolant delivered this way, it flows only in one direction, out of the hole. If external or flood coolant is used, not only is it more difficult to get the coolant to the bottom of the hole where the cutting action is occurring, the coolant, to some extent, is flowing in the opposite direction of the chip flow.
Coolant volume also is a factor. It is a function of coolant pressure and the size of the coolant holes in the drill. Maximizing coolant volume being delivered requires a careful balance at the design stage to use the largest possible coolant holes, while still maintaining the strength and integrity of the drill body.
CIM: What is the relationship between cutting speed and tool life?
Pollock: Cutting speed is normally defined in terms of surface feet per minute [SFM], which takes into account both the RPM of the drill and the diameter of the drill.
If SFM is higher than what is recommended for the drill design in a particular material, the drill will wear abnormally fast. Elevated SFM creates excessive heat at the drill point, which results in the cutting edge breaking down.
Also, running the drill too slowly does not create the same negative effect on tool life as running too fast, but it is not an economical way to use the drill.
Drill manufacturers’ focus in product development typically is in making the tools run faster. If speed and production rate are not being maximized, then the machinists are not fully utilizing what they are paying for.
CIM: What is the relationship between feed rate and tool life?
Pollock: Feed rate, in conjunction with RPM, determines the chip load, essentially chip thickness. A thicker chip has the capacity to carry more heat away from the cutting zone. If this heat is not carried away in the chip, then it goes into either the drill body or the part being machined. For this reason, feeding the drill too slowly or creating a chip that is too thin negatively impacts the drill’s performance by not effectively managing heat removal.
Thinner chips also are more difficult to control because they are more pliable. Thicker chips are easier to form into a tight coil, or even break into smaller chips.
Of course, this all has to be balanced with the horsepower requirement of the cut. Larger and thicker chips create higher cutting forces, which can also damage the tool or cause tool chatter.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles