







Take the Hard out of Cutting Soft
Blade design increases the efficiency of sawing aluminum

A positive rake angle and narrow kerf on the blade reduce cutting forces and limit vibration to make hand-fed cutting smooth and easy.
The use of aluminum continues to grow. It is lightweight, durable, flexible, noncorrosive, recyclable, and has a high strengthto- weight ratio popular in a variety of industries including automotive, aerospace, defense, and construction. While aluminum is extremely versatile, its abrasiveness poses some challenges for saw blade manufacturers.
Changes in band saw blade designs, however, can ensure that an operation meets its cutting goals.
Aluminum Growth Trends
Global consumption of aluminum has been increasing at a compound annual growth rate of 5 percent over the last decade despite two recessions. In 2010 approximately 40 million metric tons were produced. By 2020 aluminum production is expected to increase to over 70 million metric tons, a compound annual growth rate of 6.5 percent.
Transportation is a significant end market for aluminum, accounting for nearly 28 percent of all consumption. In 1999 the average passenger car contained 40 to 80 kg of aluminum; today each car contains 120 to 150 kg. By 2025 aluminum content per car is expected to reach 250 kg.
The reason for the increase is twofold. First, based on a survey conducted by the Consumer Federation of America in April 2013, 88 percent of consumers said fuel economy would be an important factor in their next vehicle purchase. Second, the U.S. Environmental Protection Agency (EPA) mandated that vehicle OEMs meet 54.5-MPG Corporate Average Fuel Economy (CAFE) regulations by 2025. The government mandate plus consumer preferences are forcing car manufacturers to use strong, lightweight material—like aluminum.
An example of improved fuel efficiency can be seen when comparing the performances of the steel-based Toyota Venza® with 3 percent aluminum content to the aluminumintensive model with 37 percent aluminum. Increasing the aluminum content resulted in 18 percent more fuel efficiency and reduced vehicle weight by 28 percent. The aluminumbased transmission also reduced greenhouse emissions over the lifetime of the car and increased safety. Stopping distances from 45 MPH to zero for the lighter-weight car were reduced by up to 7 ft. The Ford F-150® shed 700 lbs. by having an all-aluminum body. Fifteen percent lighter than its predecessor, the truck helped Ford meet new fuel economy demands.
The aerospace and defense industries also use large amounts of aluminum. Aerospace uses aluminum for many components within commercial jets and engines. One new application for aluminum is hybrid-metallic fan blades that quiet the engine’s operation while providing a 15 percent higher strength microstructure. Defense is finding that aluminum can example, only 12 percent of the U.S. nonresidential green building market used aluminum in 2008. According to McGraw-Hill Construction, that percentage will increase to 55 this year. Green buildings consume 25 percent less energy, account for 35 percent less emission, and record a 27 percent increase in occupant satisfaction according to the American Council for an Energy-Efficient Economy in 2012. Aluminum requires less energy to produce, allows for efficient architecture, and is durable.
Types of Aluminum
A number of alloys can be added to aluminum to alter the physical and mechanical properties. Thousands of aluminum grades contain copper, silicon, manganese, magnesium, chromium, lithium, titanium, scandium, zinc, and tin. The addition of some alloys improves mechanical properties and strengthens the material during heat treatment. Some alloys can affect cost; improve corrosion resistance; and increase toughness, strength, or wear resistance.
The vast number of aluminum alloys can make it difficult to select the optimal mix for your application. Fortunately, the Aluminum Association (AA) adopted a nomenclature to help define each alloy and some of its properties. For example, the automotive and aerospace sectors need lightweight, durable alloys that provide strong structural integrity. Common aluminum alloys for these sectors include 2024, 6061-T6, 5052-H32, 3003-H14, and 7075. Many automotive parts are cast to minimize the machining required. Typical aluminum alloys for castings include A356, A360, A380, A383, A384, A390, and A413. In addition to casting, aluminum can be produced by sheet rolling, forging, and extrusion.
Challenges With Aluminum Processing
The wide range of alloys and manufacturing methods can also make it daunting to determine the best way to machine aluminum. Despite the variety, there are some common, difficult characteristics to overcome during machining.
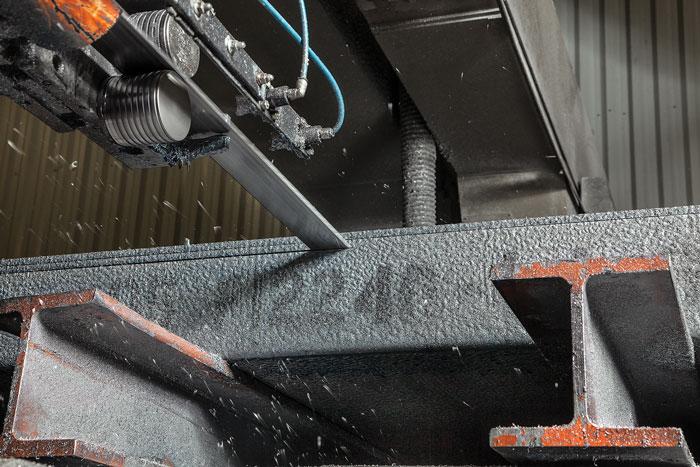
Blade manufacturers optimize the beam strength of a blade that allows it to produce a straight cut on large, long aluminum blocks.
Aluminum tends to be a soft, abrasive metal. Due to its soft nature it is typically machined at very high rates. The high speeds are likely to generate intense heat, which can cause the aluminum chips to get gummy. The sticky chips want to weld themselves to the tooling, a phenomenon known as built-up edge (BUE). BUE degrades the blade’s cutting edge, which limits tooth penetration and increases cutting forces. Chip welding can be limited by altering a blade’s tooth geometry, improving surface finish, and applying coatings.
Aluminum’s abrasive property can also wreak havoc on a saw blade, accelerating tooth wear and diminishing blade life. Aluminum castings for the automotive market can have between 6 and 20 percent silicon content that creates even more abrasive wear and can generate hard spots in the material that reduce blade life.
“Many people assume it would be easy to cut aluminum because of its low hardness, but it’s critical to overcome the abrasiveness of the metal,” said Casey Mailman, R&D engineer at LENOX. To combat aluminum’s abrasive quality, most manufacturers recommend carbide-tipped blades over their bimetal counterparts because carbides are harder, tougher, and more durable. Carbide tips are slower to wear and better-suited to handle the high machining speeds. An abrasion-resistant grade of tungsten carbide with lower binder content increases the strength of the tip weld and reduces a blade’s tooth loss when cutting aluminum.
Types of Band Sawing Applications
The majority of aluminum band sawing applications fall into three categories— hand-fed, machine-fed large block and plate cutting, and machine fed specialty applications like sawing engine blocks. Each application has cutting challenges that influence the type of carbide blade to be used and the blade features that contribute to success.
•Hand-fed Sawing
The hand-fed application is most often found in foundries that typically use a casting process such as die casting, permanent mold casting, sand casting, or investment casting. Once the part is poured and cools, a vertical band saw run at high speeds (2,000 to 4,000 ft. per minute) is usually used to remove the gates and risers. Typically, an operator manually feeds the parts into the saw. The high speeds and manual nature of the application determine the features that should be part of the blade’s design.
For example, blades like the LENOX® CAST MASTER™ that feature a submicron grade of carbide made specifically for aluminum and nonferrous metal can withstand the abrasiveness of the silicon-infused aluminum and contribute to successful cuts. A high-alloy backing steel combats the high band speeds. Increased fatigue life minimizes band breaks and increases safety for the operator.
Since this type of application requires an operator to manually feed the castings, the feel of the cut becomes critical. A blade that cuts freely reduces the amount of force the operator has to apply, which minimizes fatigue. Blades that feature a positive rake angle and narrow kerf enable high-speed cutting without pulling the part. Cutting forces are reduced, and vibration is limited. “While blade life is very important in hand-fed aluminum applications, the ability to freely push the blade through the casting is critical to success,” said Daniel Fernandes, carbide product manager at LENOX.
•Large Blocks and Plate Cutting
Large aluminum blocks and plates can be cut by large vertical and horizontal saws with two or three wheels, run at extremely high band speeds. They can operate at 8,000 FPM with feed rates up to 10 IPM. The blocks can be up to 80 inches wide and over 10 ft. long.
Similar to the hand-fed foundry application, fatigue life of the band is important. With the band running at such high speeds, a high-alloy backing steel is essential. In addition, the large blocks lead to very wide spacing on the band saw guides that can create challenges to achieving a straight cut. Saw blade manufacturers can optimize the blade’s beam strength to eliminate deflection during the cutting process. Tooth geometry and a precision grind on the carbide tip can deliver a good surface finish.
A finish on the tooth face of the recently launched CAST MASTER XL blade prevents BUE, so the tooth cuts longer with less force. Sharper edges and more positive rake angles on a blade also make it easier to penetrate the metal block and leave a good finish.
•Engine Block and Specialty Cutting
In a niche application that is extremely popular in the automotive sector, the saw is in an enclosed area where robots move the castings through several stations, one of which has a vertical band saw to cut the engine block. Like the plate cutting application, the band speeds can reach over 8,000 FPM. Blade life and straight cuts are the primary focus. Blades for this application should feature a carbide grade designed specifically for aluminum applications and a multichip tooth pattern that balances the chip load and reduces the cutting force to extend life. Tooth loss, common in this application because of the fast cutting speeds and high feed rates, can be reduced by blades with advanced tip welding technologies.
Regardless of the application, band saw blade design can be tailored to improve the efficiency of sawing aluminum. By optimizing the backing steel, tooth geometry, grind on the rake face, and other factors, blade manufacturers can ensure that you get the production needed to take your sawing operation to the next level.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles