







Doing The Hard Work
Superalloys need the right band saw blade for precise cuts, smooth finishes

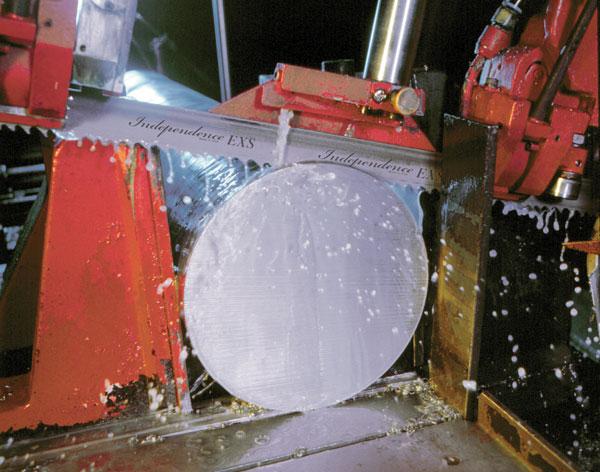
Choosing the most effective type of coolant, as well as getting the coolant into the cut, will extend blade life and improve cut quality. Photo courtesy of LENOX.
It’s a battle born in the aerospace industry and joined by the military transport, energy, and chemical production sectors. Produce parts from high-strength, high-temperature- resistant materials and keep the weight down.
Metallurgists consistently cook up inventive mixes of alloying materials, typically heavy on nickel, to meet the demands. Customized materials that carry names like INCONEL®, HASTELLOY ®, and Waspaloy® are keeping the mass down while handling higher temperatures without material fatigue.
These superalloys, or aerospace alloys, and their colleagues—very hard tool and stainless steels—are meeting tough manufacturing requirements. But separating appropriate-sized sections to forge or work the materials into usable components can, like the materials themselves, be very hard.
Band saw blade manufacturers are continually tasked with finding ways to cut existing and new superalloy compositions. With the correct process parameters, well-maintained equipment, and the right blades, band saws can efficiently do the job that used to be delegated to abrasive cutting.
A band saw can carve off a superalloy section that meets precise size specifications without secondary processes. The finish can be smooth and consistent, and only a small amount of the expensive material will end up being recycled. Work hardening or change to the material properties can be a nonissue if the process is handled appropriately and the saw blade digs in to cut, not rub, the material.
Saw blade exerts Matthew Lacroix, director of marketing, LENOX® Industrial Products & Services, Newell Rubbermaid, East Longmeadow, Mass.; Alan Peterson and Steve Rearick, product managers at The M.K. Morse Co., Canton, Ohio; and Dale Petts, global product manager of metal products, Simonds Saw, Fitchburg, Mass., shared some tips for superalloy sawing success.
Bimetal or Carbide?
Bimetal blades can be used to cut superalloys, but cutting speeds will need to be slower and blades will wear out faster than when using carbide blades. A carbide blade matched with specific material positively affects production with faster speeds and longer life. An experienced operator can adjust parameters to cut the occasional superalloy with a bimetal blade, but carbide is the choice to cost-effectively cut large quantities of hard materials. Blade choice comes down to a cost-per-cut situation and what fits with a shop’s operation.
LENOX: Typically, the carbide blade tooth geometries are more sophisticated than the bimetal blades. You can have carbide blades with a two-, three, or five-tooth pattern shaped to interact with the material, offering more aggressive cutting angles that lead to greater precision. Carbide grades are selected specifically for cutting individual types of superalloys. The various grades offer a combination of hardness and toughness that can be optimized for the given application.
M.K. Morse: Blade longevity goes hand-in-hand with the harder carbide tooth. Since most carbide blades have a triple-chip, ground-type profile, you usually get a better finish. A more durable bimetal blade with a powdered metal edge wire may be sufficient if the cut speed is slow enough and a shop cuts the superalloys only occasionally.

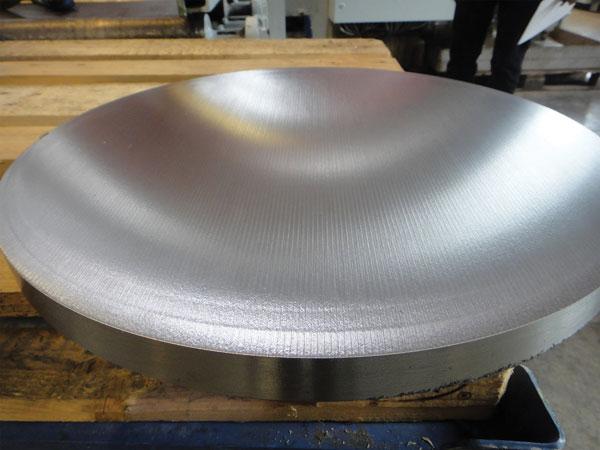
Using a band saw with a blade chosen specifically for the material will provide a smooth cut surface, eliminating the need for secondary finishing operations. Photo courtesy of LENOX.
Simonds: A carbide blade has a much higher abrasion resistance than a bimetal, but it is more glass-hard. A bimetal blade absorbs more shock in a cutting application, but it may not be hard enough to penetrate the material and grab the chips.
Pitch, Rake, and Patterns
All teeth are not equal. Choosing the most effective tooth features comes right back to the material being cut.
LENOX: On blades with multitooth patterns and intricate tooth geometries, each tooth pulls a different chip. For example, with a three-tooth pattern, the first tooth might cut a channel, the second will take a chip from one side of the wall, and the third will cut the other side of the wall. Then the pattern repeats. As the blade is running through, you are constantly pulling three chips.
M.K. Morse: Tooth pitches designed for superalloys tend to be more aggressive. A positive-rake profile gets down under the work-hardened surface to pull the chip. If the tooth doesn’t penetrate the material, you get rubbing. The blade quickly loses life, and the material and cut quality can suffer. A zero-rake blade might start to cut a superalloy, but it will lose its sharpness in a hurry, begin to rub, and leave an unsatisfactory cut.
Simonds: Sawing larger cross sections of the hard material typically requires a coarser tooth pitch so the gullets can store the chips until they fall out, are brushed out, or blown out. The carrying area needs to empty for the next pass through the material.
Keep It Cool
Excessive heat wears out the blade and can even harden and change the surface of the workpiece. Coolant chosen to work with the specific material and properly applied helps keep the surface from overheating. Blade coatings are also gaining popularity to help lower the temperature and extend blade life.
LENOX: Coolant has a huge impact on the overall blade or tool life. There’s an inverse relationship between the lubrication and cooling effect of the fluid. A water-soluble oil or straight oil is good for lubrication, but not as good for cooling. The synthetics and semisynthetics are better for cooling, but offer less lubricity than fluids with a higher oil content. Selecting the right coolant depends on the application. A coated blade helps prevent heat buildup as the cutting speed increases.
M.K. Morse: There can be a fine line between good and bad coolant performance. You don’t want the concentration to impede cutting by making the cut so slippery that the blade rubs instead of penetrates the material. And the coolant needs to hit where the blade is coming through. Operators who know what they are doing get a lot of coolant in the cut.
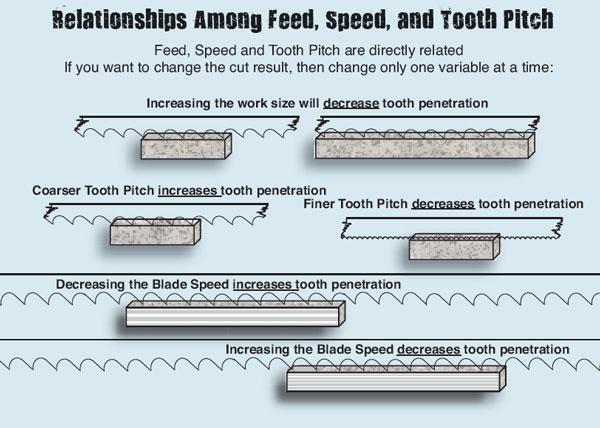
Information and illustration courtesy of Simonds Saw.
Simonds: Cutting fluid choice is a bit geographic and depends somewhat on environmental regulations. Oils can require an extra cleaning operation because they are much less downstream-friendly than synthetics. The band saw industry has been a late adopter of coatings because they have been expensive and not as cost-effective as coatings on most programmable turning and drilling machines. But the coatings have come a long way, and more shops are benefiting from adding them to the blades.
Extend Blade Life
Decide if you are optimizing your process for blade life, speed, or a balance of the two. As a rule, blade life is extended at slower speeds.
LENOX: While a number of factors can affect blade life and performance, one of the easiest things an operator can do to extend blade life is rather simple, and that’s to break in the blade. Adjust the speed and feed so they slightly wear the blade before going full force. Put a microfine radius on the edge of the tooth and you can push harder, cut faster, and get longer blade life. It can improve blade life by at least 20 to 30 percent if the process is done correctly.
M.K. Morse: Recognize problems and adjust speeds and feeds by watching the chips to help with blade life and improve cut quality. You don’t want to see small chips. You want the cut-away material to be a decentlength curl of metal with a silver tone. A dark blue or brownish color indicates that there is too much heat being generated, which shortens blade life. If you get powdered metal instead of a curl, you are losing blade life in a hurry because the blade is scraping instead of digging in and cutting.
Simonds: We list 22 variables that can affect blade life, but the single most important variable is the saw operator. He understands the machine best, can choose the tooth pitch, and can adjust the feed and speed to get the right results. Beyond that the three things that have the most impact on blade life are heat, shock, and abrasiveness or wear. Cutting fluid helps the lubricity of the blade as it enters the work and forms the chips. Abrasiveness is a big wear problem so we recommend using carbide.
{kind=link}
{kind=link}
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles