







A Little Dirt Will Do You Good
A healthy process water balance pays off in waterjet cutting

Process water with a properly balanced chemistry will extend the life of seals and metal components as well as the time between maintenance downtime. Photo courtesy of TECHNI Waterjet.
Waterjet components are sensitive. Feed them with water that is not too dirty, not too clean, not too warm, but just right, and they reciprocate with more cutting hours between maintenance cycles which equals more profit.
Running just-right process water through the direct-drive or intensifier pump extends equipment and seal life, reduces maintenance and downtime, and ensures a tight, efficient cutting flow.
It’s not that tap water is always too dirty. Some OEMs go by this rule of thumb: If you can drink it, you cut with it. But water from a city supply or a well might prevent the touchy high-pressure seals and lines, seat and poppet valves, plungers, and other critical parts from working together to make you the most money.
Tanner Coker, an OMAX® Corp. engineer specializing in water treatment, said that using “designer water” that meets the recommended chemical specifications significantly adds to the number of operating hours between maintenance shutdowns.
“Once you tear into a pump and the systems to do a rebuild, you’ve lost 45 minutes of production. Depending on what’s needed, you can easily lose a couple more hours before you’re cutting again,” Tanner said. “So it’s good to focus on water treatment and use designer water if needed as proactive maintenance.”
According to John Frosheiser, sales manager at Pumps & Systems Inc., seal life depends on water quality and temperature. “If you have great water quality but it is hot you are going to get terrible seal life. If you have terrible water but it is cold, you are going to get terrible seal life. The best water you can send to a waterjet pump is ice-cold and properly treated. It can give you 1,000 hours of seal life regardless of incoming water quality.”
Unchecked, heat from the hydraulics and the ambient temperature of the shop will kick up the water temperature. A chiller should keep the water consistently below 60 degrees F, never letting it top 70 degrees F, to protect seals.
Too Important to Ignore
Waterjet systems incorporate filters as a last chance to remove impurities. The dirtier the water reaching those filters, the more frequently they become clogged and need to be replaced. These filters are expensive, and so is the downtime to swap them out.
Adding a prefilter kit to purify the water before it gets to the onboard filter can be an economical investment. Source water will be run through multiple filters arranged from largest to smallest.
“Filters on the prefilter will be rated at 5 or maybe 10 microns larger than the ones onboard,” Tanner said. “The bigger particles of dirt get caught in the bigger filters, which are less expensive to replace. That allows the high-quality, smaller filters to last longer. A 1/2-micron filter may cost a few hundred dollars, and a 5-micron filter might be around US$20.”
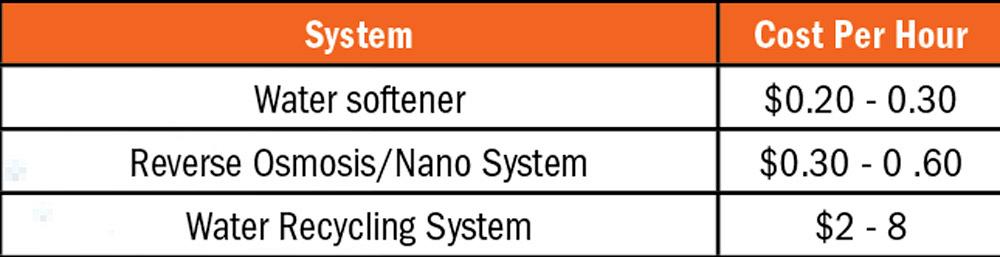
Estimated costs of operating properly installed water treatment systems, shown in U.S. dollars, were provided by Pumps & Systems, Inc.
Absolute filters, though more expensive than their nominal counterparts, will block particles to their micron rating from installation. A nominal filter begins filtering at a higher level and works down to its rating. For example, when first installed, a 1-micron-rated nominal filter might function at the 20-micron level, but as it collects residue, it will filter down to 10-, then 5-, then a 1-micron level.
Know Your Water Quality
Jim Fields, national sales manager for TECHNI Waterjet™, agreed that however it is achieved, water quality is critical. “Before we put water through a pump at a new installation, we look at the water’s alkalinity, silica level, totally dissolved solids (TDS), and the hardness of the water. The equipment components and their seal life depend on that quality.
“If bad water is going through those seals, life could be reduced to 100 to 300 hours. When an expected seal lifespan degrades, research shows that quite often it’s caused by something involving the water.”
Excessive calcium, magnesium, and iron make water hard, which leads to localized component damage like corrosion that can cause fissures and the eventual failure of metal pressurized components. And they can leave mineral deposits.
“Hard water can be the most detrimental thing to any high-pressure pump. It can cause scale and buildup on the internal components,” said Frosheiser. “Water from a well, septic, or very hard city water needs to be softened. You are pumping water through a very small orifice, and a scale deposit from hard water can deflect the jet.”
Suspended solids, often organic items like algae or bacteria, can clog filters, impacting the cutting jet pressure and shortening the life of pumps and nozzles. And, although they probably won’t affect the cutting performance itself, the organic impurities can leave an unpleasant scum on the water surface and cause a noxious ordor that permeates the work environment.
Cleaning Too Dirty
A general consensus seems to be that water with upwards of 125 TDS parts per million (PPM) is too hard--or dirty--and should be softened. If TDS levels are somewhere between 200 and 600 PPM, Frosheiser suggests that a water softener can bring levels down to the desired range. A reverse osmosis, deionization, or a nanofiltration system, or some combination should be considered if TDS levels are between 600 and 1,000 PPM.
A reverse-osmosis (RO) system removes the dissolved solids by forcing the water through pretreatment semipermeable membranes. It can remove up to 90 percent of TDS. Membranes in a nanofiltration system remove organic substances. During deionization water is cleaned as it passes through resin, an ion-exchange material, which replaces sodium, calcium, iron, and magnesium with pure water.
Dirtying Too Clean
RO or deionized water will most likely be too pure. A TDS below 25 PPM causes its own equipment problems. Deionization in particular will bring TDS down to almost zero. The water becomes aggressive, attacks seals, and causes pitting in cylinder walls and plumbing. Cleaning processes can also reduce the pH level of the water to below 6.0 which, Frosheiser said, can weaken the high-pressure stainless steel tubing, swivels, and elbows.
Tanner said, “Water itself is considered a universal solvent. It likes to be at an even level. When you remove the ions, it starts looking for ways to bring ions back into the solution.”
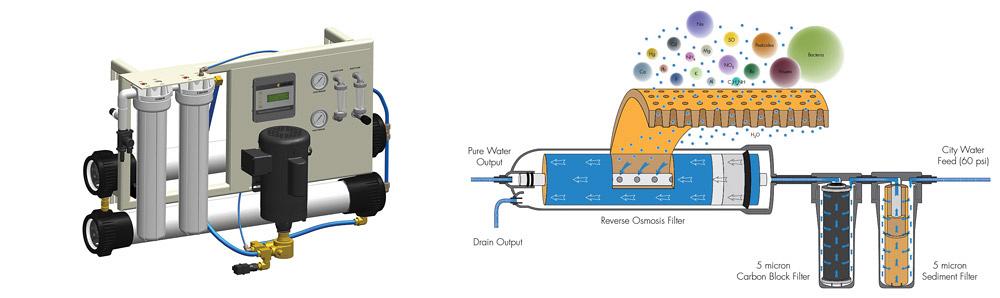
The membrane in a reverse-osmosis system can eliminate 80 to 90 percent of inorganic solids in the inlet feedwater. Illustrations courtesy of OMAX.
To get the right balance, Fields said, you first clean, then add dirty water. “Since you can’t pick a little of this and that out of the water, you strip it down with reverse osmosis or deionization, which makes the water aggressive. Then you balance it with dirty water.”
A submerged probe that is part of the RO or deionization system measures the incoming water’s purity, compares results to the dialed-in settings based on OEM recommendations, and determines how much dirty water to add to achieve a nonaggressive balance.
Closing the Loop
A closed-loop recycling system cleans the source water, directs it to the cutting nozzle, cleans it again, and sends it back to the cutting nozzle for reuse.
The most common reason for choosing a closed-loop system is the lack of a drain to handle machine overflow. A closed-loop system can also be necessary when cutting materials that create a hazardous discharge; where water is a precious commodity; or if governmental, military, or other regulations restrict sewer system disposal.
“Sometimes poor incoming water quality or the potential for overwhelming a septic field with the effluent makes a closed-loop system an economical choice,” said Frosheiser. “Done correctly, closed-loop operating costs can get down to about US$2 per hour.”
Keep Checking
Check the chemical makeup of process water on a regular basis, particularly if the water is not processed before it reaches the waterjet filter. The composition of nontreated potable water varies from location to location, season to season, and even from connection to connection within a shop. And that variance can affect your production.
For example, the particulate count in city water can vary throughout the year. If there is a drought condition, water may be pulled from an aquifer that has collected a high level of particulate matter from surface runoff.
“Water quality within a shop can vary, so check water purity if you relocate a waterjet,” said Tanner. “If a portion of a facility was built 10 years ago, it might have an older pipe system that contains corrosion. Water from those pipes will be dirtier than the water run through pipes in a newer addition.”
Canadian waterjet users have a waterjet production edge, Tanner said. “They have been blessed with good water quality, availability, and regulations that are permissive because for 98 percent of our users, waterjet cutting is an environmentally friendly practice.”

Chemically balanced process water is critical to waterjet component maintenance. Minimum and optimal levels recommended by TECHNI Waterjet are shown in the water quality chart.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles