







Tiny Bubbles Cause Troubles
Identify the cause and eliminate metalworking fluid foaming
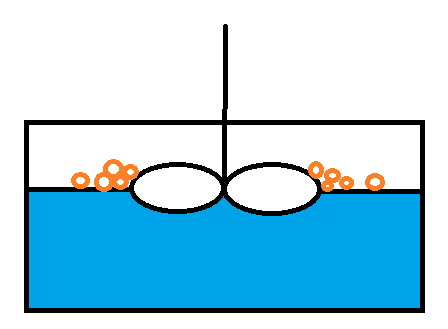
The impeller in a machine tool sump pump should be completely submerged to avoid whipping the surface of the coolant and creating foam.
The dictionary defines foam as a mass of very small bubbles formed on the surface of a liquid. It doesn’t sound threatening, but in the metalworking field, foam can be a real challenge.
The problems stem from several foam facts:
- Foam does not lubricate very well.
- Foam does not cool very well and in many situations actually serves as an insulating blanket.
- Because foam may float chips and fines, it affects filtration and the ability of the fluid to settle the fines.
- Foam contributes to chemical odor and mist difficulties.
- Foam, if sucked into pumps and machine plumbing, can cause substantial damage.
When you pump foam to a tool, you are pumping mostly air and a tiny amount of liquid. This leads to a high cutting tool temperature, and the occasional splash of coolant creates thermal shock and tool breakage.
What Causes Foam?
Several different conditions contribute to the formation of foam. These are:
- The application must involve agitation and/or fluid movement.
- The fluid must have surface active characteristics; they contain surfactants or emulsifiers.
- The moving fluid must be exposed to a gas (typically air).
- The fluid must trap or entrain some gas.
If it is possible to engineer out one or more of these conditions, foam control becomes easier, and typically you will alleviate problems. Just like for any manufacturing or engineering problem, fixing the root cause is always preferable to treating the symptoms. Bottom line, always try the engineering solution before resorting to adding an antifoam (defoamer) solution.
Consider using low-foaming fluids that have been specially developed to work with today’s proliferation of high-pressure, high-volume, and high-velocity machine tools. Such coolants are designed to withstand and work in high-pressure, high-volume applications without generating foam. If coolants are not designed to work in high-pressure applications and foaming occurs, it is a chemical issue, and using an antifoaming coolant may solve the problem.
Chemical or Mechanical?
It is the very nature of most metalworking fluids that they must be in motion to do their job, and higher velocities and volume frequently improve fluid performance. At times, however, this movement exposes the fluid to more air (gas) entrainment opportunities than necessary.
Antifoaming fluids have been optimized to resist air entrainment and foaming and thus allow you to fully exploit the capabilities of the machine and its high-pressure coolant delivery system.
Mechanical issues that cause foaming need an engineering solution to eliminate the problem.
Examples of mechanical issues that contribute to foaming include:

The recommended tank capacity to control foaming is three times the flow rate for low pressure and 10 times the flow rate for high pressure.
- Leakage in valve stems from loose packings.
- Leakage by pump shaft packings.
- Leakage in piping, rotary unions, or other connections.
- Pinholes in hose.
- Bypass valves are closed too much, producing excessive back pressure.
- A pump oversized for the job or throttled back so that it churns the system.
- Sump too shallow or pump set too high so air is sucked into the intake.
- Coolant pump running in the wrong direction.
- Excessive cascading, or drop, of the coolant to the tank surface.
On the fluids, or chemical, side of the equation, foaming problems can be caused by:
- Fluid and concentration selected.
- Tramp oil contamination.
- Washing or floor soap contamination.
- Water and how the fluid was mixed with it.
- Misuse or overuse of topical antifoams.
- Carryover from preceding operations, e.g., rust inhibitors, other oils.
You can easily determine if foaming is a chemical or mechanical problem by doing a 30-second shake test. Fill a sample bottle or old water bottle with 2 ounces of coolant and shake it vigorously for 30 seconds. If the foam drops in under 30 seconds it is caused by a mechanical problem. If it takes more than 30 seconds to dissipate, it is caused by the coolant.
What Else Reduces Foam?
As coolants age and become contaminated with tramp oils and dirt, the tendency to foam decreases. Fresh, clean coolants exhibit the greatest tendency to foam.
Antifoam (Defoamer) MWFs. Keep in mind that antifoam solutions, once added, will eventually be carried out of the system, so periodic additions may be required. The overaddition of antifoam solutions can contribute to foam problems because they contain large quantities of emulsifiers.
Drum Filters Froth. Adjustments to some CNC machine tools with installed drum filters can fight foaming caused by the flow of the coolant over the filter. Try reducing drum filter flow to the lowest level possible to clean the drum. The filter is like a mesh aerator. When coolant flow is too high, it blasts past the individual fibers and introduces air into the coolant (think kitchen sink aerator). If flow is too low, the filter will clog.
Some drum filters are visible through a window; others are covered by a metal plate. They have an easily identifiable, 90-degree valve. A fully open valve will be parallel with the coolant line; an off, or closed, valve is perpendicular to the coolant line. This valve should be about 50 percent open, +/- 20 percent. Experimentation will be required. On machines with pressure gauges near the control valve, it has been noticed that when the valve is wide open, it runs at about 15 PSI. When partially closed it runs between 5 and 7 PSI, does not foam over, and keeps the screen clean.
Tank Size Matters. Tank capacity needs to be three times the flow rate for low pressure and 1- times the flow rate for high pressure to control foaming. Ideally, a 60-PSI, 50-GPM flow rate will have a 150-gallon tank; a flow rate of 1,000 PSI, 50 GPM will have a 500 gallon tank. In today’s modern machine tools, this is not always the case so selecting a coolant designed to be low-foaming is imperative.
Making sure the sump is not full of chips or sludge is also very important because they reduce tank capacity. Low sump volume can allow the pump to whip the surface of the coolant and generate foam, similar to the way a hand mixer whips egg whites with air into a fluffy foam. The impeller should always be completely submerged.

Mechanical issues that cause foaming need an engineering solution to eliminate the problem.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles