







North America Sales Manager
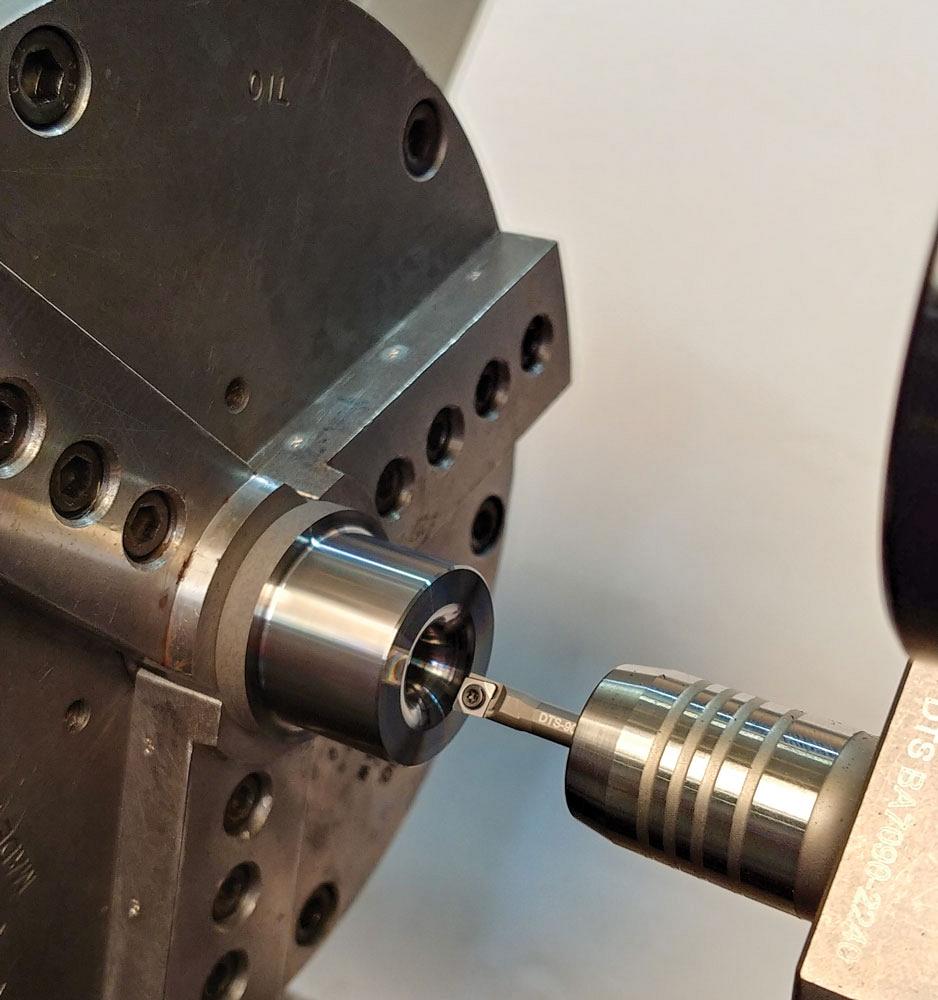
Hard turning of a carbide draw die on a Hembrug Mikroturn 100 lathe. Hembrug Machine Tools
Tungsten carbide tooling is used by the mold and die industry, as well as in punching, drawing, and extrusion applications. This tooling is extremely wear-resistant and often characterized by complex contours, which are subject to the highest shape and surface finish requirements.
Because of the difficult machinability of these workpieces, they traditionally have been formed by grinding using diamond wheels. However, as manufacturers are challenged to reduce costs, improve quality, and minimize setup times, high-precision hard turning is being considered.
High-precision turning is a very flexible process. It’s easy to set up and change over, and it can combine ID and OD operations in the same clamping. Achieving high metal removal rates also is possible.
Complex contours are programmed then produced on a machine specifically designed for hard turning using CNC slide positioning.
During grinding, a workpiece with several complex forms often requires multiple setups to complete. Specific wheel shapes are needed to finish each contour, requiring wheel changes. For small lot sizes, this significantly increases production time.
A flexible manufacturing process for finishing carbide tooling now is possible by combining a dynamically stiff and accurate turning machine with diamond indexable insert tooling. Optimizing the machine and tooling is key to successfully turning tungsten carbide to the same accuracy as grinding.
Tungsten carbide can have a hardness value of 80 HRC. Hardened steel, for example, is in the range of 58 to 65 HRC. Turning this material on a conventional lathe results in vibrations because these machines typically have minimal machine-dampening characteristics.
The elevated cutting forces required to pull material away from the workpiece are higher in tungsten carbide than in hardened steel. These higher cutting forces create significant push-back pressure on the guideways and spindle bearings. Conventional turning machines are not necessarily designed to handle these forces, and premature wear of the guideways, even when cutting hardened steel let alone carbide, can occur. This leads to a drop-off in the part’s ability to hold its size, form accuracy, and surface finish, as well as increased tool wear.
Hembrug Machine Tools, Haarlem, Netherlands, part of the Spanish machine group Danobat, specializes in producing highly precise hard turning machines. It also has extensive process experience in turning very tight-tolerance tungsten carbide workpieces where submicron accuracy is needed.
More than 50 years ago, the company moved away from traditional lathe construction methods and developed hydrostatic slide and spindle bearings.

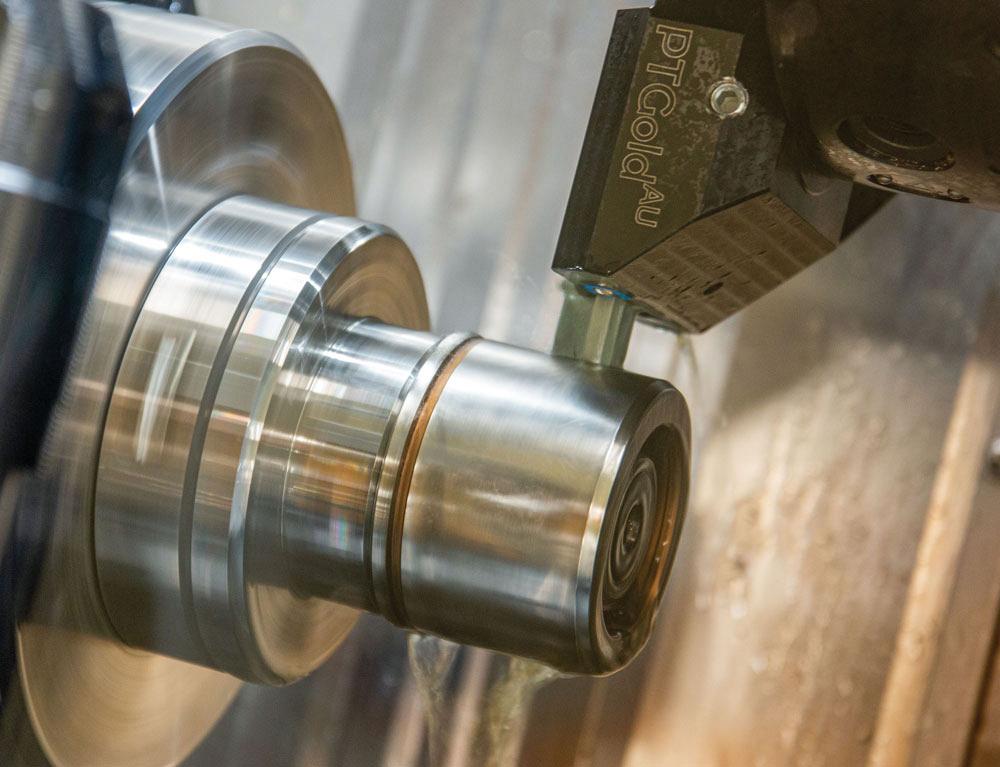
This draw die was made within 30 minutes compared to the old grinding process of eight hours with similar accuracy results.
This in-house technology is applied to both the slideway and spindle bearings in the company’s Mikroturn machines.
This technology provides damping properties and creates dynamic stiffness, independent of speed, which is necessary to minimize vibrations at the tool tip. According to the company, these characteristics are essential for good surface finish integrity and long tool life. The absence of metal-to-metal contact between the moving machine elements results in a wear-free platform.
With this design and construction, together with a natural granite machine base, comes a higher investment cost compared to that of a conventional precision lathe. However, the benefit is longer tool life and fewer necessary machine adjustments, along with consistent piece-to-piece repetitive accuracies because of the stability. And, according to the manufacturer, workpiece quality is on par with grinding tolerances.
In addition to these essential machine requirements, optimized tooling also must be used.
In recent years many developments in indexable tooling have led to the improved machinability of carbide. Only the hardest and most wear-resistant tools make it possible to turn tungsten carbide and, therefore, only diamond qualifies.
Many different types of diamond inserts are available, but the use of binderless PCD grades is recommended because they are more wear-resistant and tougher than the single-crystal type of diamond tool. They increase tool life, improve surface finishes, and create better dimensional control, according to Hembrug.
The carbide grade (binder content, hardness, wear resistance, and grain size) affects its machinability. And the finer the grain size, the better the surface finish accuracy. With a coarser grain size when fine surface finishes are required, Hembrug integrates a grinding spindle or stone honing option into its turning system.
With this combination, rough and semi-finish turning is followed by a grinding or honing operation to complete the workpiece. Using a KombiFin stone, this finish option makes it possible to achieve surface finishes of Ra 0.02 µm. The combining of hard turning and fine finishing on one machine increases accuracies and flexibility. In this way, a manufacturer can achieve the needed surface roughness results regardless of grain size.
Although dry machining is possible with hard turning, the use of a coolant (air or liquid) often is beneficial. With coolant, chips are removed faster, minimizing heat transfer into the workpiece. The use of coolant also positively contributes to the stability of the process.
Having a flexible machining method such as hard turning, which can produce carbide tools to grinding quality, definitely is good for the industry. Complex contours are easier to make, and in small-lot production, hard turning often is a preferred option.

The newly designed, fully hydrostatic Hembrug Mikroturn 100 3rd Generation can hard turn and finish a carbide part in one setup.
The ability to complete a part in one setup, together with shorter changeover times, results in lower costs, fewer errors, and shorter lead times. These benefits make major contributions to the competitiveness of any manufacturer, regardless of the workpieces that are being made.
Gary Anderson is North America sales manager and Omar Geluk is senior marketer, Hembrug Machine Tools, H. Figeeweg 1a+b, 2031 BJ Haarlem, The Netherlands, 31 23 5124900, www.hembrug.com.
Stone honing after turning makes surface finishes of Ra 0.02 μm possible.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




