







Project Manager - Business Development

Photos: Lincoln Electric
Automation is introduced into manufacturing processes to save costs and improve efficiencies. It also can eliminate dull, repetitive jobs from the workplace. One such area where automation is starting to make inroads is grinding. This is repetitive work that can lead to strain injuries.
While grinding is an ideal target for considering automation, it also can be challenging to implement successfully. The key to getting it right is asking the right questions about your parts to see if a grinding cell could work in your shop. The following seven questions are a useful guide.
Like many other automation installations, the ideal application for a grinding cell is high-volume parts or jobs that are repeated in your shop regularly. It is possible to apply automated grinding to high- mix/low-volume jobs. but that will involve more programming, and more programming means more time on the teach pendant and less time actually finishing parts.
An exception to the answer to the first question is if you have a number of similar parts that use the same material and the same type of weld. Once you have your basic pressures and speeds figured out on your grinding cell, it can be fairly simple to transfer from one part to the next. Therefore, if you have some similar parts with the same basic properties, you can keep productivity high.
A robotic grinding cell is ideal for butt weld joints and can be used effectively for outside corners. However, if you need to finish fillet welds, it can’t effectively be done with current robotic grinding technology.
Remember also that like any other process, if you put a poorly welded part into a grinding cell, it cannot solve all of the issues presented by that poor weld. There is a big difference between a finish on a part welded in a robotic setup and one welded by hand. Sometimes the best initial investment is robotic welding. A grinding cell will support these superior welds that much more effectively.
We also look for consistency in the part. Say you are welding two castings together. How consistent are those two castings? If you have one that’s taller than the other so that they aren’t on the same level, you can’t adjust for that or monitor it through programming.
A lot of companies don’t have good specs to follow for their grinding. It’s important to work with the company designing your cell to ensure it understands the result you expect. Send them some sample parts to work through how the grinder should operate and help define the scope of your grinding operation.
Like any other automation project, the simpler the part you start with, the easier it will be for your team to acclimatize to its operation. Having said that, if you are already using robotic weld cells in your shop, once the cell is set up by your provider and the parameters for your part mix are set up, completing additional grinding programs shouldn’t be overwhelming to achieve.
The grinding cell developed at Lincoln Electric gives the robot access to up to six different media selections with the integrated media change drawer. Without the operator switching out any abrasives, the system can conceivably run through six different grit profiles on one part. It is possible to switch out abrasives while it continues to run, but it’s important to consider how many steps you expect a part to go through.
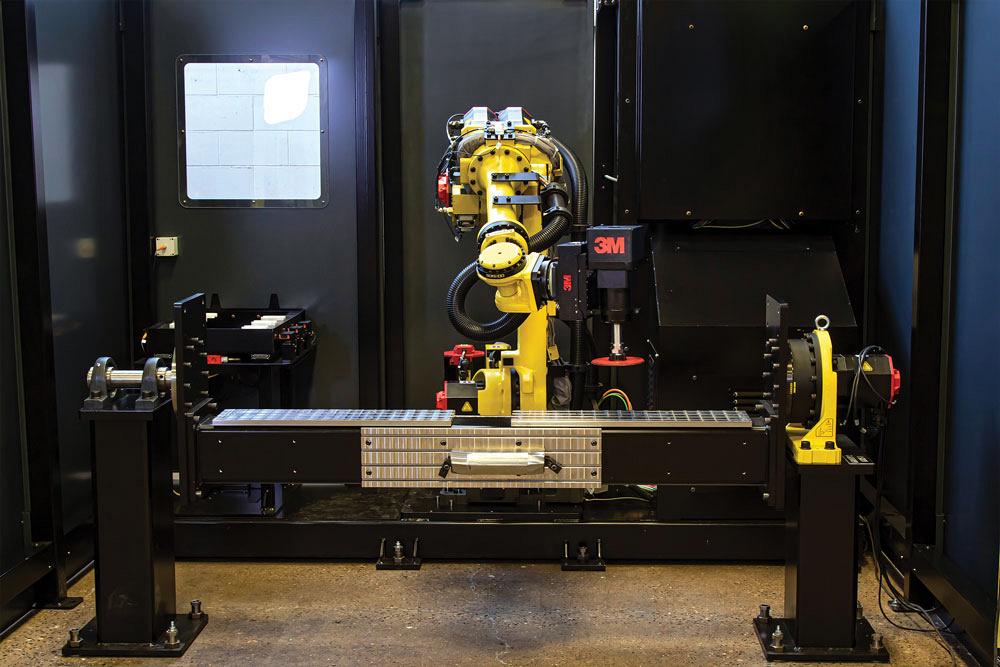
The Fab-Pak OmniClean grinding cell developed at Lincoln Electric gives the robot access to up to six different media selections with the integrated media change drawer. Without the operator switching out any abrasives, the system can conceivably run through six different grit profiles on one part.
An automated system could potentially save on consumables as well. There is a tendency when grinding with a hand tool to use a very steep angle and to place more weight on the grinder than is absolutely necessary. This often means that on a 7-in. disc, an operator might be using only ¼ to ½ in. of the material on the outside edge of the disc. A programmed grinder will average between 2 and 2.5 in. of space on the disc. In addition, travel speeds are also more consistent, moving at a constant if slower speed.
Feedback mechanisms on a robotic system can also ensure that the quality of the finish achieved remains consistent. You can run tests on multiple parts to determine how long it takes for a disc to break down. For instance, after 100 parts you may find that a disc is completely used up. You might decide to change the disc out after 80 parts so you know you are still getting the results you want.
Alternatively, you can read what the torque load is on the grinding head itself. When you put in a new disc, you are getting a lot more torque out of it because you are removing a lot more material. As the disc breaks down, the torque drops, so you can monitor how much torque is being used with a certain disc and say, “I’m below my threshold for what is still a quality finish” and have the machine alert you. At that point you can determine whether the disc has a defect or if it has simply come to the end of its life cycle.
Ultimately, the success of any automated system is ensuring it fits your product mix. By answering these questions, you can start examining how a robotic grinding system could help you.
Adam Roling is project manager - business development, Lincoln Electric Automation, 3129 State St., Bettendorf, Iowa 52722, 563-355-4812, www.lincolnelectric.com.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




