







Software Product Manager
Part picking is another area where combi machines can really shine as they allow efficient part unloading with virtually no human intervention. But your approach to nesting can have a great effect on the efficiency and effectiveness of the part-picking process.
Combination laser/punch machines are popular systems for fabricators to incorporate into their shops when they are looking for the speed benefits made possible through the use of fibre laser cutting technology while at the same time hoping to gain the flexibility (i.e., forming tools) and in some applications the speed of a punch. The challenge faced by a programmer who has been programming for stand-alone lasers will be adapting to the new combination machine technologies. It is important to understand the differences that each technology brings to the combination machine and how to apply each process when programming.
Forming Tools
One of the most critical things you must be aware of is how the forming tools might affect the movement or sequencing of the sheet.
Each forming tool, such as for embosses, extrusions, bridge lances, and louvres, creates a unique programming situation on the sheet. It is important to understand how these formed features affect sequencing. Based on this, you need to be aware of when to sequence standard tools in addition to forming tools.
As a programmer, you would not want to sequence a formed feature and then sequence a standard tool because this might damage or flatten the formed feature. It is best to punch or cut standard holes first whenever possible.
Additional programming challenges arise if a formed feature is too tall or too close to the cutting path. Then you may be required to custom sequence that path to prevent damage to the nozzle or laser head.
Another important point to consider with forming tools is whether they are set at a fixed angle. Parts that do not have formed features can be nested at any orientation unless there are grain direction restrictions. However, fixed-angle forming tools will affect how certain parts can be oriented or nested within the sheet.
Sheet Use Parameters
On a turret punch press, ¾ in. between parts is common when using a 0.250- by 4.00-in. parting tool. On a combination machine, parts can be nested closer together as the laser beam does not require as much space between parts.
However, one big difference for a laser programmer who is used to programming a flying-optic laser is that on a combi machine, the sheet moves in the X direction for both the punch and laser. The punch and laser each has its own Y-axis movement.
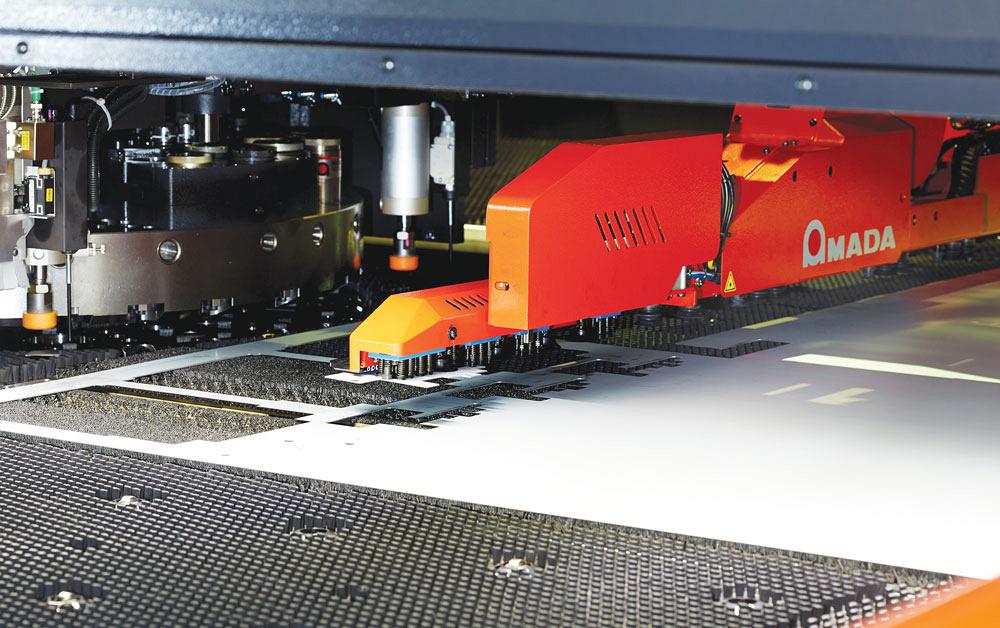
A punch/laser combination machine adds manufacturing flexibility to any shop. In this picture Amada’s LC 2515 C1 AJ fibre laser cuts a sheet on which it previously punched louvres.
When programming, you need to be aware of sheet integrity. Because of the sheet’s movement, the microjoints or wire joints holding parts in the sheet become much more critical than on a flying-optic laser. If the wire joints are not large enough or numerous enough, the movement of the sheet could cause parts to separate from that sheet. This could result in numerous issues such as inaccurate or damaged parts.
Part size can affect the number of tabs you might need as well. For instance, if you have long, narrow parts, you may need to have the corners microjointed as well as wire joints down the length of the part. This makes the part more secure as the sheet is processed back and forth.
In programming it is important to remember that, in this respect, a combi machine is run more like a turret punch press.
For instance, common-line cutting is a popular way of maximizing sheet utilization. Common-line cutting on a combination machine offers unique challenges, though, such as keeping the integrity of the sheet and/or parts while processing to reduce potential hazards. Hazards could include floating parts and deformation of the sheet skeleton.
Cutting or Punching?
Most of your decisions regarding whether to use the laser or punch will likely be straightforward. As you get to understand how the combi machine works, efficiencies will be found by cutting where you once punched. Does it make more sense to cut or punch a hole? Can you now cut that special shape, instead of ordering a special tool, thus allowing you to process a prototype part faster without delays?
Part Picking and Unloading
Part picking is another area where combi machines can really shine as they allow efficient part unloading with virtually no human intervention. But your approach to nesting can have a great effect on the efficiency and effectiveness of the part-picking process.
How will the design of the part affect part picking? Does a part have multiple formed features or is it hole-intensive? Can the arms be placed on these difficult parts for removal? These part designs may make it challenging to pick the part. It may be that a part is too small to be picked. The smallest part that can be picked is 4 by 2 in. If there are smaller parts on your sheet that cannot be part- picked, there are various options, such as a mini-nest of small parts, that allow this larger blank to be removed.
You also have to consider how parts are arranged on parts skids. During lights-out production, part removal and stacking becomes more critical. For instance, parts must be stacked evenly to allow for maximum stacking heights on parts skids.
It is also worth considering whether full assemblies can be arranged together on a skid for more efficient downstream processing such as welding and assembly. A well-organized skid can make component identification simpler.
A punch/laser combination machine adds manufacturing flexibility to any shop. Parts that were previously not considered for manufacturing because they required both turret punching and laser processing now can be produced using combination technology. By programming to capture the strengths of both technologies, you create a situation in which you not only increase your productivity, but also support greater efficiency in other departments.
John Parenzan is software product manager, AMADA AMERICA, INC., 180 Amada Ct., Schaumburg, Ill. 60173, jparenzan@amada.com, www.amada.com.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




