







Sharpen Your Punch Tooling Maintenance Program
5 tips to gain more efficiency when sharpening tooling
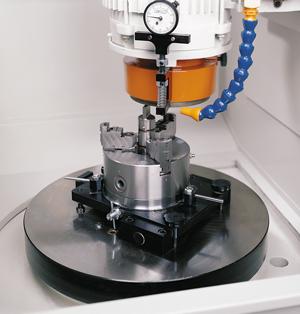
Figure 1: The vertical spindle rotary table design delivers a flat grind of punch tooling.
Some punch press operators use a simple pedestal grinder to sharpen the turret punches, not really knowing just how much of the tooling material is being removed. Some shops send an entire set of tooling out to be sharpened by a toolmaker, forcing the company to invest in another set of turret punch press tooling to back up the set being sharpened. Other shops just toss the tooling when it’s no longer effective, rather than sharpening it in an attempt to extend the tooling’s life.
That’s correct. People are throwing money away.
Obviously, some fabricating shops don’t have a formal punch tool maintenance program. These five tips can help them implement one and reap the benefits of longer-lasting tooling.
No. 1: Determine who will be responsible for sharpening the tools.
This is an easier decision for a fabricating operation with a lot of turret punch presses. These environments typically have a centralized tooling maintenance area—the tool crib—where the tooling is stored and handed out as needed. Sharpening tooling in this centralized area makes sense for those operations that practice tight inventory control in the tool crib; they can be trusted to maintain the tooling according to the manufacturers’ directions.
Companies with one or two turret punch presses usually delegate tooling maintenance responsibilities to the machine operators. In this environment the individual machine operator has a pretty good idea of the condition of the tooling. He can see the parts coming off the punch press and look for visual clues, such as large burrs, that indicate the tooling may be getting dull. In the case of more modern equipment, counters keep track of just how many hits the tooling makes. If an alarm is set to go off when a punch makes its, say, 50,000th hit, the operator can take action and pull the tool for sharpening.
In this scenario, most fabricating shops keep the punch and die grinder close to the turret punch press or close enough to a cluster of presses. The operator then can sharpen tooling while the turret press is making parts.
Companies running more than one shift need to decide if they want just one person on one shift to be responsible for sharpening tooling or allow the individual machine operators to sharpen the tooling as needed on any shift. The former method allows an operator on the lead shift to handle tooling maintenance, and sometimes less experienced employees just show up and run machines on the other shifts.
No. 2: Figure out what kind of grinder makes the most sense.
The pedestal grinder is the most basic tool, but unless you have a tool maintenance wizard, you run the risk of ruining the tool by removing too much material, failing to create a sharp edge and probably burning the tool.
Traditional reciprocating surface grinders call for the tooling to be set in a fixture and a table traverses back and forth under the grinding wheel. On other models an abrasive wheel sweeps across tooling that is set in a stationary fixture.
More advanced rotary table grinders (see Figure 1) rotate both the grinding wheel and the table holding the tooling. The grinding head is locked into position and feeds down vertically as the tooling rotates under the grinding wheel, which helps to deliver a flat grind.

Figure 2: A full enclosure is an option for those metal fabricators looking to control mist that may emanate from the grinding process.
Wet grinding is the most logical way to go. Sharpening punch tooling without any sort of coolant increases the chance of heat altering the metallurgy of the tooling. If the tooling is heated up too much, it can become soft or brittle, which will affect the longevity of the tool edge.
For the record, wet grinding does not mean sharpening tooling on a grinder and then dumping the red-hot tooling in a bucket of coolant. Coolant should be applied during the grinding process, not after.
As for the type of abrasive to be used, fabricating shops need to figure out which abrasives are best for the application. Conventional abrasives are commonly found on traditional surface grinders. Cubic boron nitride can be found on rotary table grinders. Diamond wheels are available for those shops grinding tools with carbide details.
Fabricators also should be aware of clean air objectives for the facility. Wet grinding will produce some mist, so a full enclosure on the grinder may be desired (see Figure 2).
No. 3: Consider automating the grinding equipment.
An automatic feed on a grinding machine is advantageous because it eliminates the possibility of inconsistent feeding that is always a possibility with manual feeding. An operator can set up the tooling to be sharpened, start the machine, and let the machine do the work, leaving the operator to work elsewhere. More advanced machines can automatically stop after removing the prescribed amount of material and shut down the motors on completion of the process.
The automatic feed not only protects the tooling from being ground too much, but also protects the actual grinding machine. An operator who aggressively pushes an abrasive wheel into the tooling can cause the wheel to break down prematurely, which can increase abrasives cost.
No. 4: Don’t forget about fixtures.
The easiest approach to fixtures is a universal fixture—usually a mechanically locking or permanent magnet chuck—that can accommodate any type of tooling from any manufacturer.
Fabricating shops with legacy punch tooling or that have acquired tooling from another company may find themselves with a hodgepodge of fixtures. That’s not necessarily bad, but organization of the holding fixtures is required to prevent excessive downtime associated with searching for the right fixture for the tooling.
It’s also important to use fixtures that can be set up at angles for sharpening rooftop and shear angle punches.
No. 5: Keep in mind training needs.
Whether the sharpening method is manual or automatic, some training will be necessary.
With manual machines, the training is more critical. Besides knowing how to load the tooling and how to start the process, the operator will have to learn the nuances of grinding. What speed should be used so that the abrasive wheel can effectively sharpen the tooling? How fast do you traverse the part under the wheel? How far do you step down with the wheel, and what sort of effect will that have on the abrasive? How much heat is being generated? Did the manual sharpening operation result in a flat or tapered grind on the tooling?
With automatic machines, the operator still needs to know how to load the machine. That isn’t the end of it, however. Training can include preventive maintenance chores, such as cleaning out the coolant tank on a wet grinder system or dressing the abrasive wheel—removing the metal remnants from between the abrasive grains.
At the very least, these tips should result in a more cost-effective punching operation for fabricating shops.
4subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles