







Shape up Production Flow With Roller Tooling
Eliminate processes and speed production with more punch press capabilities
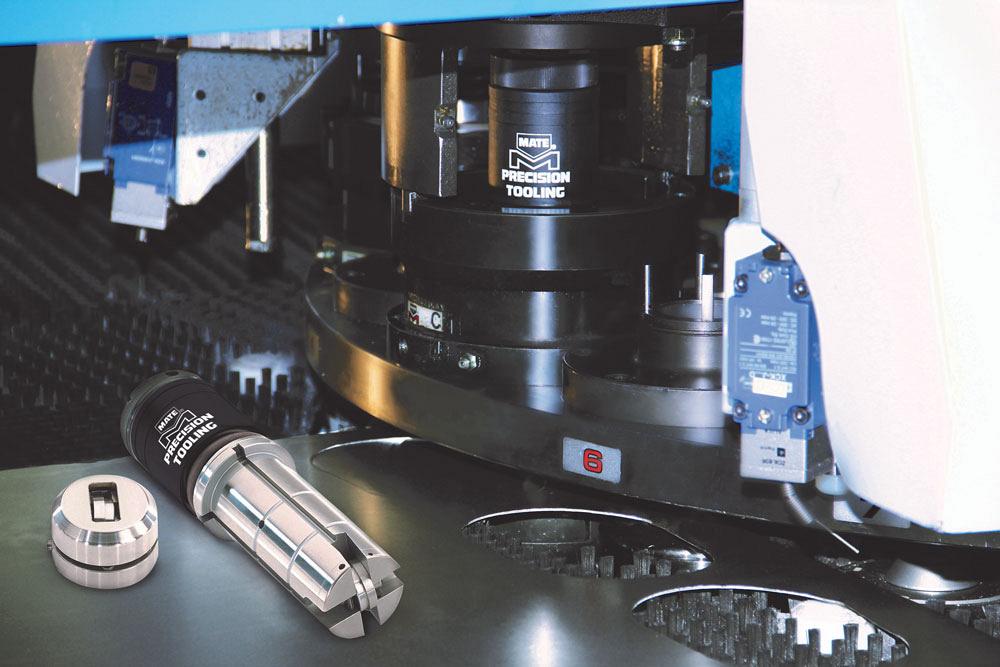
Rolling shear tooling in a punch press creates smooth, burr-free edges without the overlap marks typically left by a punching process. Photo courtesy of Mate Precision Tooling.
Tooling that combines processes, quickly creates complex details, and shortens order-to-shipment times adds value to both the shop and components being produced. Roller tooling combined with a punch press can accomplish all three goals, lowering the cost of parts that are speeding out the door.
Rolling shear tooling, one of four new options from Mate Precision Tooling’s Roller Solutions™ line, can slit material in a straight line or with a contour with a minimum radius of 45 to 100 mm depending on machine type. Overlap marks left by traditional punching methods are replaced with smooth and burrfree edges. Profiling and secondary cleanup time is sliced away.
“It is almost impossible to eliminate punched nibble marks,” said Ron Windingstad, product engineering manager at Mate Precision Tooling. “The rolling shear creates a continuous cut, like you get with a scissors, so there are no overlap marks. This is important to companies that manufacture products with aesthetic features, like window frames, where the edge is visible.”
Rib, Offset, and Pinch With Punch
Rolling rib tooling adds ribs to a part before it leaves the press. Straight, contoured, or circular strengthening ribs can be created without moving the part to another machine for another process. Depending on the material, the roller tooling can form ribs in sheet thicknesses from 0.80 to 2.50 mm while allowing for a radius as small as 16 mm.
Switching to a thinner material can be an answer to reducing raw material costs as long as ribs can be strategically placed to maintain rigidity.
“Another benefit of adding ribs with the roller tooling is that the ribs can begin and end anywhere on the sheet,” said Windingstad. “When using a press brake, they will be in a straight line and generally the entire length of the part.”
Offset features are another fastpaced option that can be created by rotating tooling. With a rolled offset the same depth as the material thickness, a second piece of material can fit against the ridge to form one seemingly seamless piece from two. The rolling tool action adds curved offsets to the list of possible punch press features.
Windingstad described a popular offset application. “A lot of applications where air is moved use a contoured offset. Blades mounted on a blower or motor typically need to be held away from the base. So you use the offset to raise a circular portion of the base metal to avoid scraping the sheet metal housing and recess the mounting screws at the same time.”
Rolling pincher tooling can score a sheet so that a quick snap will separate parts of any size and leave smooth, quality edges. Cuts can be made at any angle by using auto-indexing.
Scoring can also help efficiently process small components, for example a thumbsized part requiring a 45-degree angle. Windingstad explained, “Downstream processes are much more efficient. You can have an additional strip of metal that holds the punched, scored parts for processing. The entire piece goes to the brake for one bend, instead of making an individual bend on each part. Then the parts just snap off. It’s faster and much safer for the operator than bending small components one at a time. You can even paint them all at once and break them off after finishing.”

New Roller Solutions tooling from Mate Precision Tooling can give a punch press the capability to create straight or contoured features, pinch, and shear, eliminating secondary operations. Photo courtesy of Mate Precision Tooling.
Fast, Flexible Features
All of the Rolling Solutions tooling is designed for thick-turret B-stations. They work on a variety of materials including stainless steel, mild steel, and aluminum in thicknesses from approximately 0.80 to 2.5 mm. Speed of rolling the features is limited only by the programmed table speed.
Tooling maintenance is minimal. Parts on the shear and pincher are easy to replace as they wear. “The forming parts on the offset and rib rolling tools just aren’t wear components and they can last for years,” Windingstad said. “We certainly support them with in-stock replacement parts if needed.”
Most punch press OEMs have commands built into the software to accommodate rolling tooling programming. “It’s not beginner programming, but it’s not difficult either. We provide programming manuals and sample programs that a customer can follow. We provide examples of NC code that show what each line should be and what it does. Furthermore, our customer solution center is ready to assist those needing extra support.”
Eliminating processes, speeding production, and improving quality keep a fabricator a step ahead of the competition. Investing in advanced tooling can help.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles