







Hard Turning Doesn’t Have to Be Hard
CBN tooling enables manufacturers to create parts from prehardened material
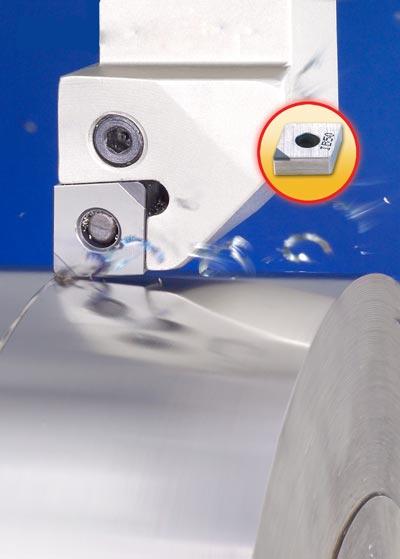
Hard turning is becoming more popular as an alternative to grinding in hardened materials (ISO H) and superalloys (ISO S), both of which have hardness between 45 and 68 HRC. Photo courtesy of Iscar Canada.
Turning hardened parts is becoming increasingly popular across many manufacturing industries thanks to improvements in cubic boron nitride (CBN) tooling, machine tool rigidity, and workholding devices.
In the automotive sector, gears, shafts, and pinions still are typically finished using a grinding process, but hard turning is quickly becoming an accepted alternative.
Hard turning is a single-point turning operation performed on hardened materials (ISO H) and also materials such as superalloys (ISO S), both of which have hardness between 45 and 68 HRC.
While it has been more than 25 years since hard turning first made its way onto shop floors, today more and more manufacturers recognize the advantages this process provides in terms of business sense. Companies no longer need to wait for parts to be shipped to and returned from the hardener, which reduces shipping and other office-related costs.
To convince machinists, though, the process needs to produce reliable, repeatable, quality parts.
“When I talk to manufacturers about hard turning, the conversation always starts with CBN,” said Steve Geisel, senior product manager for Iscar Canada.
As a material, CBN is characterized by its high hardness, which gives it the ability to machine hard materials at high speeds and feeds.
Hard turning typically is characterized by small depths of cut, but medium and even roughing inserts are available. The process produces high heat and long, stringy chips. Heat is generated because of the friction created at the chip/tool interface and is affected by the thermal conductivity of the material being cut, cutting speed, and material hardness.
To combat high heat and poor chip formation, factors such as the cutting tool edge geometry (including chamfer angle, nose radius, and hone radius), feed rate, and cutting speed have to be carefully selected. Successful hard turning demands the correct cutting tool be used, with the correct cutting conditions, setup, and machine tool.
Choosing the Tool

CBN tooling combined with rigid tool- and workholding will help combat the high temperatures and cutting forces generated in hard part turning. Photo courtesy of Sandvik Coromant Canada.
While hard turning cannot yet match the ultrafine surface quality of grinding, when surface finish (Ra) requirements are less than 0.01 μm, the process is feasible using the right combination of technologies.
In conventional turning, a continuous groove is produced—meaning surface finish quality is determined by the nose radius of the insert, feed rate, cutting speed, and depth of cut. This is no different when cutting a hardened part. What is different is the amount of heat generated.
“If you compare soft steels and hard steels, there is a tremendous difference in the amount of heat generated during cutting,” said Geisel. “Where the problem is amplified in hard turning is in the chips … they are long, stringy, and hard to get away from the workpiece. Depending on the material, a coated, hard CBN grade with a chipbreaker will solve all of that.”
It’s also a matter of safety, said Geisel.
“No machinist in the world wants to stick his hand into the machine to clear away chips,” he said. “With the right insert, you don’t have to.”
Insert geometry and edge preparation are important in hard part turning because of their influence on tool life and, therefore, productivity. The insert’s nose radius can be small (typically 0.008 to 0.016 in.), which helps improve chip breaking, or large (0.03 to 0.05 in.), which helps generate better surface finish and thinner chips.
“Insert nose radius is an important parameter in hard part turning,” explained Kevin Burton, turning product manager for Sandvik Coromant Canada. “When you have a tool with a large nose radius, and use a small depth of cut, you reduce cutting forces. And, in general, a large nose radius provides greater edge strength and longer tool life.”
Because CBN is a very hard material, it needs edge reinforcement. Edge preparation also protects the cutting edge and directs the chip out of the work zone. The required edge prep depends on both the application and the material.
For example, according to Burton, if an application has heavy interruptions, an S-land (an edge that is chamfered and honed) should be used. This edge is resistant to chipping and fracture, resulting in more predictable tool life. It is used for interrupted cutting and also when using large depth of cut.
However, if a heat-resistant superalloy is being machined, the sharp edge of an E-land (honed edge) should be used because it is resistant to chipping and fracturing.
The strength of the cutting edge on CBN inserts improves as the chamfer angle increases and also with a wider insert. A wide chamfer spreads the cutting forces over a larger area, which enables higher feed rates to be used.
The Grades
CBN, like carbide, has different grades for machining different materials, hardnesses, and applications. CBN becomes harder when more binder, such as ceramic and metals, is present in the insert. Inserts with low CBN content (40 to 75 percent in volume) create good chemical wear resistance and have low to medium toughness, which is good in most applications.
Inserts with high CBN content (75 to 99 percent) are suitable for machining hardened cast iron and powdered metals. Also, if there are interruptions in the turning process, a grade that is tougher and can take more punishment is necessary.
“The grain structure of the insert also makes a difference,” said Burton. “Fine and ultrafine grain sizes create harder tools, but a larger grain size creates tougher tools that can handle the stresses of interrupted cutting.”
The CB7015 grade from Sandvik, for example, contains 50 percent CBN with fine grain size and ceramic binder. The company recommends this grade for continuous and light-interrupted cutting where machine conditions are very stable.
“Tooling manufacturers have matched grades and coatings based on material type, hardness, and the type of turning operation,” explained Geisel. “You need a different insert for the turning of hard tool steel than you do for turning hard cast iron or a hard superalloy.”
Iscar recommends a TiCN-coated grade composed of medium-sized CBN grain for general-purpose machining of hardened steel. But for turning ISO S material, like ferrous sintered metal, a superfine CBN grain with a very high CBN content is recommended.
Coatings
Applying a coating to an insert improves wear resistance, allowing the insert to remove as much material as possible before replacement is necessary. The tool’s coating also must be able to resist heat and allow the chips to flow smoothly to reduce crater wear and flank wear.
In hard turning, the coating protects the CBN substrate in four ways:
- It creates a thermal barrier, keeping heat out of the substrate.
- It forms a barrier to any chemical reaction between the CBN and the workpiece material.
- It is hard, creating better wear resistance.
- It lengthens tool life by helping to prevent tool wear.
“Whenever you coat an insert, you will get longer tool life,” said Geisel.
Extending tool life, however, isn’t as important in hard part turning as predicting tool life. In hard turning, surface quality is very important, and tools need to be able to create the necessary finish while being engaged for a long period of time.
“Having predictable tool life is important in hard part turning because the parts are usually near completion and therefore are high in value,” said Geisel. “Knowing when to change inserts is important to eliminate the risk of breaking an insert and damaging the part. Having a coated insert helps the machinist better identify wear.”
Insert Wear
In hard part turning the most common form of tool wear is crater wear, which is caused by the abrasive nature of hard material hitting the insert. The amount and location of crater wear on the insert depend on a number of factors, including:
- Workpiece material
- Grade
- Cutting conditions
- Edge geometry
- Machine stability
“Crater wear weakens the cutting edge and leads to inconsistent tool life,” said Burton. “It occurs in hard part turning because of chemical wear, the extremely high temperatures generated, and the force exerted at the tool/workpiece interface.”
Even though this wear model is complex, there are ways to control it and maintain a consistent and reliable machining operation.
Machine, Setup, and Holding
Securely clamping the workpiece improves surface finish. Also, using tailstock when machining long parts will add more stability and rigidity to the process. Machine stability, thermal stability, and rigid tool- and workholding will help produce a high-quality finished part.
Dry cutting is possible in hard part turning because CBN inserts can tolerate cutting temperatures above 1,800 degrees F. Dry cutting even lengthens tool life in interrupted cutting because there are no wild swings in temperatures that negatively affect the tool. Eliminating coolant also can reduce process costs and typically is more environmentally friendly.
However, there are still benefits to using coolant. It helps in chip breaking and removal and helps control the thermal stability of the workpiece.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles