







Control the Hole
Using a fine boring system, operators can make small radial adjustments to dial in the tool
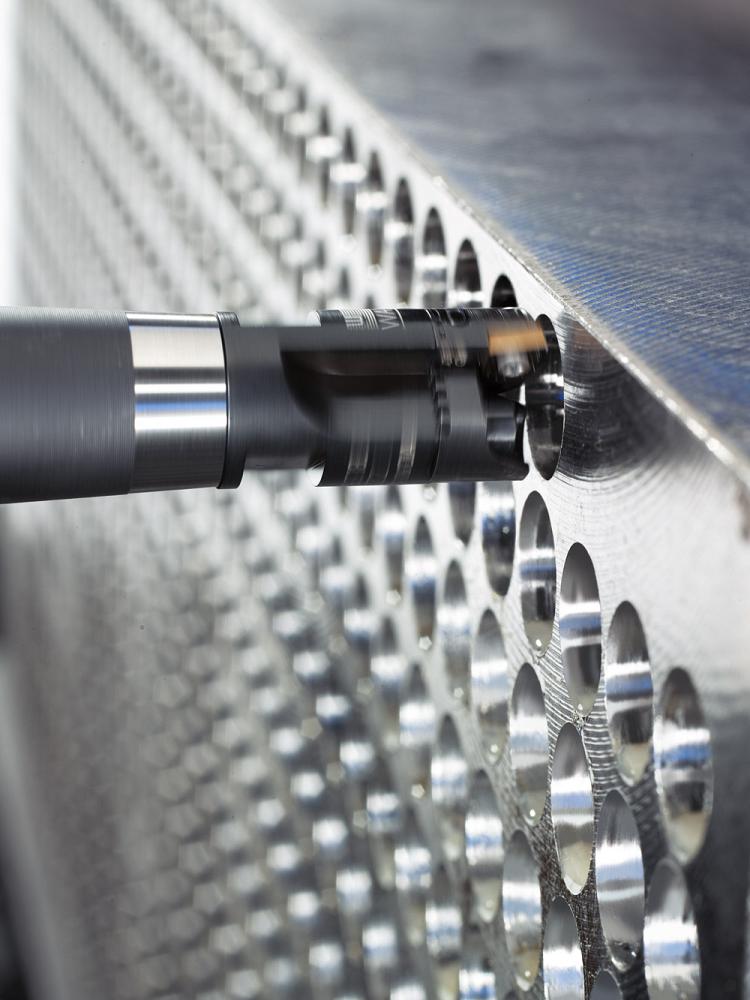
Boring typically enlarges and finishes a predrilled hole, and can be used to correct a hole, unlike a reaming operation. Photo courtesy Walter USA.
Boring entails enlarging a predrilled or cast hole in hole diameters that can be smaller than a millimeter or larger than a meter. It also can be used to correct a hole, unlike a reaming operation.
Rough boring can increase hole diameter in a productive manner because chip removal rates are high. Boring also can straighten a hole and correct its position. The opposite of rough boring — fine boring — can create holes with tight tolerances, precise locations, and a fine surface finish.
One of the main purposes of a fine boring system is to make fine radial adjustments on the tool. This enables the operator to control the process at the machine. Nearly all fine boring tools can be adjusted while they are on the machine spindle.
CIM—Canadian Industrial Machinery asked Patrick Nehls, product manager for Walter USA, to describe how fine boring can affect the way manufacturers create and finish holes. Here is what he had to say
CIM: What is the purpose of fine boring in a small hole?
Nehls: Fine boring is used to control the hole diameter and location. Fine boring tools give the operator control over the hole diameter because he has the ability to make adjustments at the machine.
CIM: What problems can be resolved with this operation?
Nehls: Fine boring can control hole location because only one cutting edge is involved, keeping deflection to a minimum. Fine boring also produces very round holes.
Surface finish is sometimes less critical than hole location, but the insert and cutting data can be adjusted to improve surface finish as well.
CIM: Does setup change for a drilled hole versus a cast hole?
Nehls: It certainly does. It’s preferable for the hole to be as accurate as possible prior to fine boring. This will result in a more reliable fine boring process.
If the hole is cast, a rough boring operation should be performed first. Then the finish boring will be easier to control in terms of diameter and location. Often the cast hole has some shift, meaning the hole may not always be in the same location or have the same amount of material to be removed.
When the predrilled hole is more consistent, the finish bore operation will also be more consistent. If there is too much variance in the predrilled hole, the operator may struggle to gain consistent results with his fine boring tool.
CIM: Why are inserts with a positive geometry used?
Nehls: Fine boring always requires inserts with a positive basic shape and a positive cutting geometry. The reason is that fine boring normally removes only a small amount of material. Positive inserts with positive cutting geometries accomplish this because they are freer-cutting with less deflection.
CIM: What should the relationship between nose radius and DOC be?
Nehls: Normally, the insert nose radius should be smaller than the radial depth of cut. For example, if 0.015 inch of material is to be removed per side of the hole, a nose radius of 0.010 in. could be a good choice. If the insert nose radius is greater than the radial depth of cut, the cutting forces can cause deflection, which can result in inconsistent hole diameters and poor surface finishes.
CIM: Do you recommend an insert with a wiper?
Nehls: Wiper inserts can be used in fine boring. The benefit can be either better surface finish at the same feed rate or the same surface finish at a higher feed rate. The latter can reduce cycle time.
CIM: What is the relationship among setup rigidity, toolholding, and chatter?
Nehls: A lack of rigidity in the machine or workpiece holding/fixture can lead to chatter and other manufacturing quality issues. Additionally, selecting a fine boring tool that is incorrectly proportioned for the application can lead to chatter.
Overall, solid fixtures and rigid machines are important in manufacturing. Plus, selecting a fine boring tool with the appropriate diameter and length for the application will improve the overall success.
CIM: What are some factors that can cause cost per hole to rise?
Nehls: The biggest expense in manufacturing is machine cost per hour, so changes in cycle time will have the biggest effect on cost per hole. Reducing the cycle time will reduce the cost per hole.
Additionally, noncutting time can be very expensive. For example, if the operator is spending too much time adjusting the boring head rather than producing good parts, the cost per hole will again increase.
CIM: Is there a sweet spot between cost per hole, surface finish, and tool life?
Nehls: All manufacturing is a balancing act. The cost per hole can be reduced by changing the insert less often, but the tradeoff may be less control over the hole quality, including diameter and surface finish.
It is important to define the “must-have” elements and the “nice-to-have” elements in the boring process. For example, hole location can be a must-have, while consistent hole size and surface finish can be a nice-to-have. When a manufacturer can set up its own must-have and nice-to-have requirements, then applying the tool efficiently will fall in place.
CIM: When should reaming be considered rather than boring?
Nehls: Reaming can be used when a very good surface finish is required, as well as when a very precise hole diameter is required and operator adjustments of the boring tool will cost too much in manufacturing time.
However, with reaming, the predrilled hole location must be accurate because the reamer will have a tendency to follow the existing hole.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles