







Put Your Workpiece on a Pedestal
Modular workholding can build in space to avoid 5-axis work envelope collisions

The DoveLock™ DT20, a dovetail 5-axis vise from Kurt Manufacturing, fits with optional risers that can be stacked to elevate the workpiece. It has a quick-change jaw system. Photo courtesy of Kurt Manufacturing, Industrial Products Division.
Five-axis machines are winning popularity contests and showing up on more shop floors. Their productivity and flexibility are grabbing attention. Industry pressure to reduce operations, save time, and tighten machined part quality are contributing to this. Fiveaxis capabilities produce increasingly complex parts that demand movement by both the machine and the cutting tool, as well as prismatic parts that would otherwise require multiple operations on traditional horizontal and vertical machines.
Producing five machined sides in one operation requires flexibility between the tool, the fixture, and the workpiece. To keep up, workholding needs to be easy, secure, and adaptable to an ever-increasing variety of components. Conventional workholding could, in effect, limit a 5-axis machine to 3-axis capability.
For 5-axis machining, the workpiece needs to be secured in a way that provides clearance for movements of the spindle housing, the worktable, and the part itself, without creating interference areas that will ultimately crash the machine. Considerations other than those involved with the actual machining process can also come into play, such as clearance to allow a crane to load and unload when the combined weight of the workpiece and fixturing is excessive.
“The most common interference areas occur between the table and the spindle housing of the machine,” said John Zaya, workholding product manager, BIG Kaiser Precision Tooling Inc., Hoffman Estates, Ill. “That’s generally caused by the need to have a wide angle of attack to the workpiece from the spindle to the table. There is a natural limit that cannot be exceeded.”
Elevate the Workpiece
The wide-open spaces that allow collision-free 5-axis movement are generally accomplished by elevating the workpiece. Raising the workpiece makes room for the machining processes and reduces or eliminates the need for extended tooling, which can create some instability.
“By elevating the workpiece, you provide machining access along with the ability to use shorter tooling, which provides better cutting parameters, faster feed rates, and heavier depths of cut,” Zaya said.
Although standard vises definitely have their place, they may not provide enough vertical clearance or maintain shaft-end clearance during the rapid movements in a 5-axis environment.
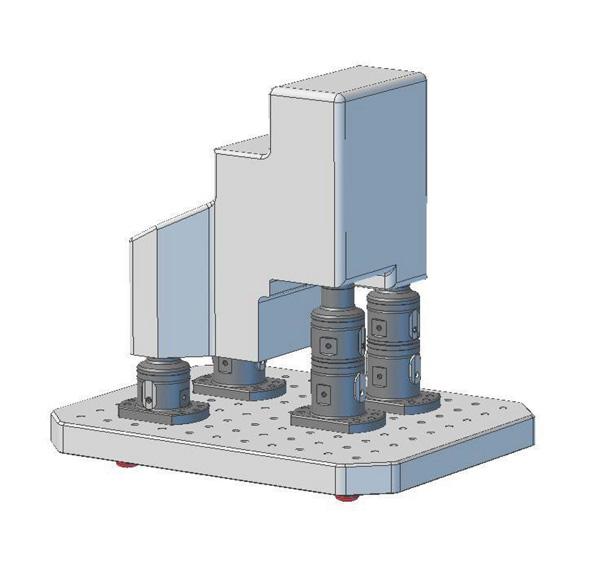
Steve Kane, global sales and marketing manager for Minneapolis, Minn.-based Kurt Manufacturing, Industrial Products Division, said that tall jaw-type vises can be one way to achieve the needed access. “Tall jaw vises lift the workpiece to allow continuous cutting motion of pockets, sculptured surfaces, and 3-D features on five sides without reclamping.” Tall jaw vises can be paired with mounting blocks that accommodate various tables, risers, and extension shafts to create modular systems that position parts with room for machine movement.
Machinable jaws can be custom made and added to the vise to hold particularly difficult workpieces. “Machine the jaws, run the part, and store the jaws until the job comes up again. Put them back on the vise and you are up and running very quickly,” said Kane.

Self-centering vises from Kurt Manufacturing have tall jaws to provide increased spindle clearance. The MaxLock® vises can be paired with a riser for additional workholding height. Photo courtesy of Kurt Manufacturing, Industrial Products Division.
Mix-and-Match Workholding
Modular workholding systems bring more than workpiece elevation to the table. System components can be combined in a variety of ways to properly secure parts with different and difficult configurations and, if necessary, to hold the part as it moves from one machining operation to another. A custom fixture can be created from a machinable blank or combined with an existing fixture—all accomplished outside of the machine for quick-change capability.
When used in conjunction with a pallet changer, the workholder can transport a part from the machine to a CMM for first-piece inspection while it is still clamped. It can be measured, returned to the machine, and quickly and accurately repositioned to continue processing.
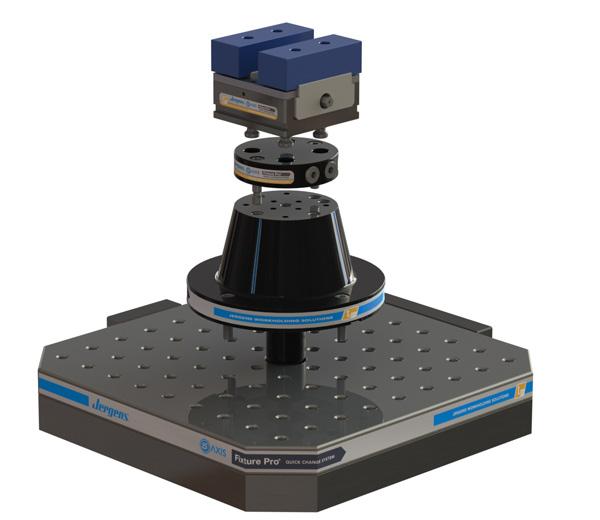
Depending on the manufacturer, system components can include a base with universal mounting patterns for quick change of the completed fixture, risers to achieve the desired height, a mounting plate or pallet changer to hold the top tooling, and top tooling—that could include vises, dovetails, collet holders, or custommachined fixtures—to grip the workpiece. Standard system elements can be combined in a seemingly unlimited number of ways to locate workpieces for 5-sided access.
Risers are often offered in steel and the lighter-weight aluminum to give further flexibility when a machine’s weight restrictions could become an issue.
“By having standard components, a customer has options to position unusually configured parts or longerthan- typical parts in the 5-axis work envelope,” said Paul Kieta, national sales manager at Jergens Workholding Solutions Group, Cleveland, Ohio. “A shop can get a standardized platform for a changing machining environment as they go and grow with 5-axis machining.”
Zaya warns that as a company begins using a 5-axis machine, it is important to size the machine to the part being produced to avoid interference areas and the need for extended tooling. “In the 5-axis realm, trying to do a small workpiece on a large machine can create problems where the table and housing get in the way of each other when trying to machine a workpiece in the center of the table.”
When a machine is correctly sized for the part, the fixturing and tooling are sized appropriately as well, Zaya added. They perform better because the tooling is not trying to reach far into the center of the work envelope, and the workholder is not trying to elevate the workpiece so high that it becomes unstable.
More 5-Axis Work to Come
Complex and prismatic applications for 5-axis and 5-sided machining keep growing, and that makes adaptable workholding an expanding and increasingly integral part of operations.
BIG Kaiser Unilock chucks, available on base plates or as stacking modules, can be used to achieve elevation and clearance for complex workpieces. Photos courtesy of BIG Kaiser.
“A prismatic workpiece can look justifiable for a 5-axis machine because sometimes the number of faces or angles of faces in the mix are complex,” said Zaya. “Or there might be multiple facets of the workpiece that justify 5-axis to avoid multiple processes that would be needed if you started on a 3-axis machine.”
Kieta said, “When a customer gets its first 5-axis machine, it’s likely that he’ll have another in a short amount of time. He’ll add another 5-axis or convert a vertical into a 3-axis plus 2-axis by adding an indexer or a rotary table. The goal for any 5-sided workholding is to allow positioning of different workpieces in the sweet spot for machining five surfaces while providing portability from one machine to another.”

{kind=link}
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles