







More Throughput, Better Quality, Dual Processing From One Machine
Would simultaneous ID/OD grinding make your parts more profitably?
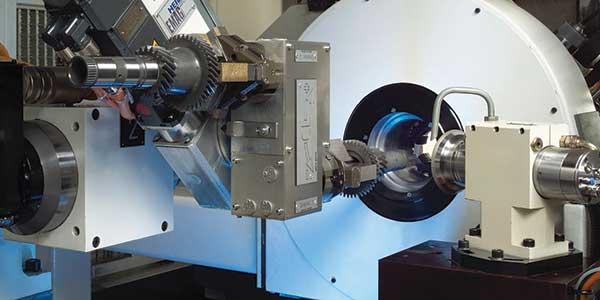
An integrated loader moves the workpiece to the center drive of a combination ID/OD grinder. Photo courtesy of EMAG.
If you run a job shop that specializes in small batches or prototype work, then simultaneous innerand outer-diameter grinding is not for you.
But if you’re serving, or want to serve, the automotive market by producing hollow shafts for transmission components or supply the wind turbine industry with roller bearings, for example, set aside the notion that production of those components requires multiple processes, on multiple machines, watched over by multiple operators. Conventional processing of those parts may dictate loading the component into three or four different machines, but with a combination ID/OD grinding machine, once is enough.
One machine can rough and finish- grind the inner and outer diameters in one process. One benefit of this one-step operation is substantial time savings. Extreme precision— with concentricities of 2 μ or less—is another.
What Parts Fit?
Workpiece-specific machines for simultaneous grinding, built using a modular design approach, are offered by OEMs like KMT and EMAG.
A technical study from the machine manufacturer will ultimately determine if a combination machine is a good fit, but how does a company figure out if it should invest in a time in a study to show if purchasing one of these multitasking pieces of equipment is better than swapping out machines for newer or refurbished discrete models? Start with a complete understanding of the part—configuration, dimensions, tolerances—then add the anticipated volume. According to the manufacturers, numbers should be high to justify the equipment investment and take advantage of the efficiencies offered by the combined grinding process.
“Good parts for this process are cylindrical in shape, usually components on which you are grinding a wall thickness or you are going to increase the size of the bore and decrease the size of the OD,” said Brad Klar, president of KMT Precision Grinding, Milford, Mass. “A good candidate, for example, would be a roller bearing that has two relatively straight surfaces even though there may be some shape or form to them.”
Part size can also come into pay. The number and placement of the components housed in the combination machine itself can influence what can be processed in the machine.
“Machine capacity can be somewhat restrictive,” Klar said. “Sometimes you can get into trouble if you try to go too small in diameter because of the two sets of slides moving around in the machine. The set of slides under the spindle holding one of the grinding wheels could potentially interfere with the other set; the internal diameter grinding slide could interfere with the OD grinding slide. Even though you can get the part chucked, you need to be sure the wheels can reach all the surfaces during grinding.”
Robert Nash, OEM sales manager for EMAG LLC USA, Farmington Hills, Mich., said that large parts can also present challenges. “Even large combination machines may not bode well for parts like sun or planetary gears for passenger cars because the component tolerances do not demand their use and the equipment may not be as efficient as other processes given its multiple functions. A machine better suited for those types of parts would be a smaller vertical platform.”
Achieving Precise Concentricity
Components that require extreme precision are good candidates for an ID/OD combination. Accuracies are built into the equipment, features such as linear glass scales on all axes for absolute measuring and linear motors. Additional part precision is achieved through the elimination of errors that can occur as a part is moved from one machine to another for multistep processing.
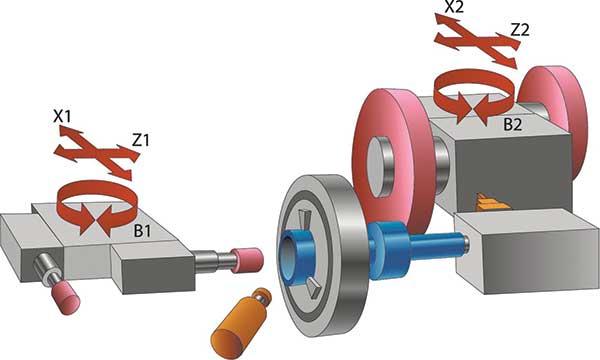
The center-drive chuck receives the workpiece (blue) automatically. Each B axis (B1 and B2) can be configured for either internal or external grinding—both with rough and finish capabilities. The B axes are programmable to fractional-degree positioning and mounted on NC-positioned X and Z axes. Illustration courtesy of EMAG.
“If the concentricity from the ID to OD is critical, especially in longer shaft-type components, other machines aren’t going to produce the precision that is needed,” Nash said. “Quality is at least twice as good [on a single machine] as when a series of processes on a series of machines create the same part.”
The improved quality can also be linked to robotic loading, which is paired with a large majority of combination machines.
“Ninety-five percent of our simultaneous ID/OD machines are automatically loaded,” said Nash. “The system loads the center drive—the component that allows the pitch of the OD gear to be clamped, located, and rotated and still allow access to the ID throughout the entire length of the component—without clamping errors that could occur from manual loading.
“We try to simplify the process as much as possible. If we rely on an operator to load the machine, there is the potential for errors to be introduced in that process. The loading is consistent. Robotic loading keeps pace with the machine’s production, and throughput is not dictated by the operator,” Nash said.
An Investment in Technology
The number on a combined ID/OD machine price tag, substantial compared to the cost of a single-process machine, is influenced by the amount of and the complexity of the technologies involved.
“Features on ID/OD machines like ours include two internal and two external spindles mounted on two compound slides with a B axis,” said Nash. “The machine’s configuration allows for the internal machining of bores and end faces, as well as conical surfaces and slots. The two external grinding wheels can also be used to grind diameters and adjoining end faces.”
“You not only have two machines in one, you also have integrated gauging systems,” said Klar. “Coolant delivery systems are also more complex to be sure the nozzles follow the grinding wheels as they wear to make the grinding action effective.
“With our combination grinder the tooling arrangement is slightly different. Conceptually, it’s the same as in discrete machines but the configuration changes,” said Klar. “In the case of a bearing grinder, the workpiece would be supported on shoes, so the shoe location would be different to allow for the clearance of the OD grinding wheel.”
Easy Operation, Fast Setup
Controls have kept pace with the advancing technology, so the level of experience and training for operators of ID/OD equipment isn’t much more than what would be required for the single-operation grinders.
Klar said that although the combined platform has been around for several years, the development of controls makes today’s equipment more practical to use. “You don’t have a lot of switches to control the feed rates, dressing speed, wheel and work speeds, as those are all within the CNC, which makes a lot of difference. Process intelligence is built into the controls so the operator doesn’t have to deal with material differences.

Simultaneous ID/OD machines like EMAG’s HG 208 CD complete hollow shafts and similar components in one process. Photo courtesy of EMAG.
“An operator used to have to adjust the dresser, grind a few pieces, measure and make adjustments, and then grind more pieces to check again. Now those steps are all handled electronically. Setup time has gone from three or four hours down to 30 to 60 minutes. Grind the first piece, make adjustments at the control, and you are up and running.”
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles