







Hybrid Additive/Subtractive Capabilities to Shift Production Focus
PTooling embraces new technologies to position company for future growth

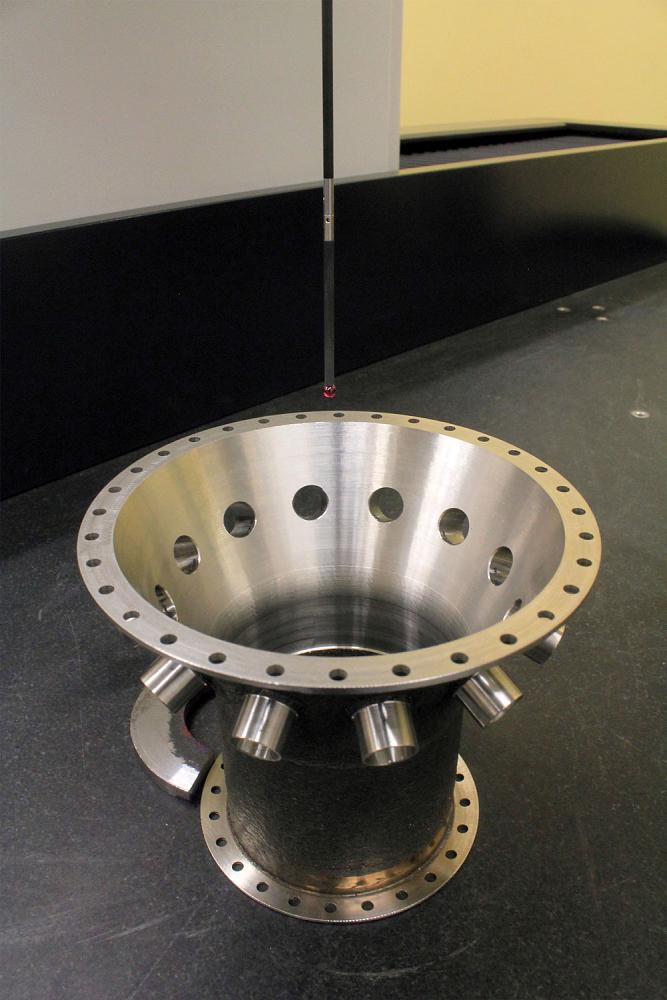
Marv Fiebig, president of PTooling in Amherstburg, Ont., expanded his shop’s offerings with the combined capabilities of additive manufacturing and 5-axis machining. He is pictured holding an additive manufactured turbine housing in front of the DMG Mori Lasertec 65 3D.
Marv Fiebig, president of PTooling in Amherstburg, Ont., has a system for riding out cycles that toss and turn—and often defeat—small manufacturers. It can be summed up in two words. The first is quality; the second is innovation.
That doesn’t mean he’s a stranger to challenges before or after becoming a business owner. A job loss due to the shuttering of a plastic injection mold manufacturer provided the impetus for starting his own company.
“I had been working in development at a facility in Massachusetts for five years when they closed their doors,” Fiebig said. “We moved back home to Canada and I started my own business in 1997. It was me and my sons working on oilfield equipment and prototype injection molds for preform tools for plastic packaging.” Clients on the mold side of the business included companies that package liquids like competing soda and water bottlers and manufacturers of indestructible plastic tableware.
Quality, and its documentation, differentiated the company from other oilfield suppliers. “Even though we were tiny—only one machine—we set ourselves apart. In the oil field in the early 2000s, they didn’t know or care what ISO was. But we developed a quality reporting template for them anyway and told them that someday they would want that kind of documentation. Our documents verifying the quality of their parts provided history to prove what we did for them day by day. They decided that had value and their work carried us when oil tanked and 9/11 happened. Today one of the companies uses our documentation template as a guide for its other suppliers.”
A tenacious dedication to success and willingness to change led to the first company transformation in 2003. Fiebig said, “The economy was bad. We made one mold in all of 2002. I went to Alberta, connected with a company that had too much machining work, and we became their subcontractor. We’ve been going gangbusters since then.”
Company Innovation Builds Success
Business and the shop expanded and the economy edged up. The one Mori Seiki turning center turned into five. Horizontal and vertical machining centers joined shop capabilities. A CMM was added to assist with the quality documentation that continues to define the company.
Then in December 2014, the dramatic drop in oil prices had trickled down to oilfield orders, and Fiebig felt the negative impact. “We were the No. 3 supplier to one of the larger Canadian oil producers and they closed a facility because of the tanking,” Fiebig said.
He again re-evaluated the direction of the company, which resulted in replacing the equipment with new models and an investment in innovative, new technology. At the same time that the company was swapping out its turning equipment, it purchased a DMG Mori Lasertec 65 3D additive/subtractive hybrid that combines laser deposition welding with a powder nozzle and 5-axis milling. According to Fiebig, the equipment manufacturer reports that powder-fed diode laser welding is 20 to 30 times faster than powder bed additive manufacturing (AM) and 20 times faster than laser sintering.
“Survival prompted us to get into additive,” said Fiebig. “We’re still going strong, but if a company doesn’t do something unique or advance its capabilities, it will become a dinosaur.
“In the ‘40s and ‘50s the numerical control was a quantum leap in manufacturing. It took us from manual machining to numerical machining with more control, accuracy, and the ability to adjust things. Additive is the same thing, a paradigm flip-flop where instead of removing material, we start with nothing and add. You’re going to see more of it as design engineers discover the possibilities. Our market study on where this technology is going is phenomenal.”

AM will permit new, lightweight designs for Western Oil Tools Ltd.’s traditionally machined oilfield stuffing box for greater safety and performance.
Fiebig expects that some current customers will find the new technology useful once its full capabilities are understood. But, he added, welcoming aerospace customers into the fold, producing parts that can’t be manufactured any other way, and offering a fast track for parts on a short timeframe will define the company’s next phase. And he has no qualms when he talks about the cost of producing parts on the additive/subtractive machine. The benefits it brings will cost the customer more upfront but save in the long run.
“We’re not going to produce $20 parts on this machine. We’ll be developing $20,000 programs, and if we get production quantities and make parts for $70, $80, or $100 each we’ll do that. This process may not be worth much to someone who is tinkering in his garage, but a company with resources might spend $100,000 to save a million.
“When a manufacturer is stuck with prohibitively expensive alternatives—whether lead times, material costs or availability, design and engineering, or anything that makes a project undoable—it is a potential project for additive/subtractive manufacturing.”
New Technology Adds Customers
Domestic customers that ship globally purchase 95 percent of PTooling’s current products. Many are still in the oil industry, but with the new technology the company has what it takes to also expand the customer base. Even before the machine was delivered, Fiebig had agreements in place with aerospace companies. AM makes possible designs for parts with higher strength but lower weight. And in an aircraft, every ounce eliminated is a good ounce.
“With AM you can spread out the load and lighten the part. For example, the wing’s leading edge formers can be redesigned to be wider to accomplish stability while weighing less.
“One jet engine had a component that required 23 parts in one assembly. With AM it is being made as one part with a 25 percent weight savings.” Parts up to 23.6 in. by 15.7 in. and 1,322 lbs. can be built in the machine’s working room.
Combining AM and traditional cutting in one machine makes new applications and complex geometries possible. The automatic change between laser metal deposition and milling operations allows the direct milling of sections of a part that can’t be accessed in its finished form. AM builds a section of the part, 5-axis milling creates internal features, and AM builds the next section.
No patterns or special tooling is needed, which can knock weeks off production. “A customer will come to me and say it would take 12 weeks to get patterns made for a casting or hours to develop tooling because the part would have to be fixtured. Those things aren’t needed with AM so we can deliver faster.”
AM Is a “Weird Science”
Fiebig likened dealing with AM materials to “a science experiment every time you start the machine.” The part design, the AM process, and the metallurgy combine to open unlimited production possibilities.
“We can do all kinds of funky stuff with the laser. We can decide how to treat the metal from a thermal standpoint because we can have thermal pyrometry feedback from the machine up to 100 times a second if we want it. We know exactly what the temperature of the material is. It’s in an inert environment, and it’s argon shielded so it is a vacuum furnace.”

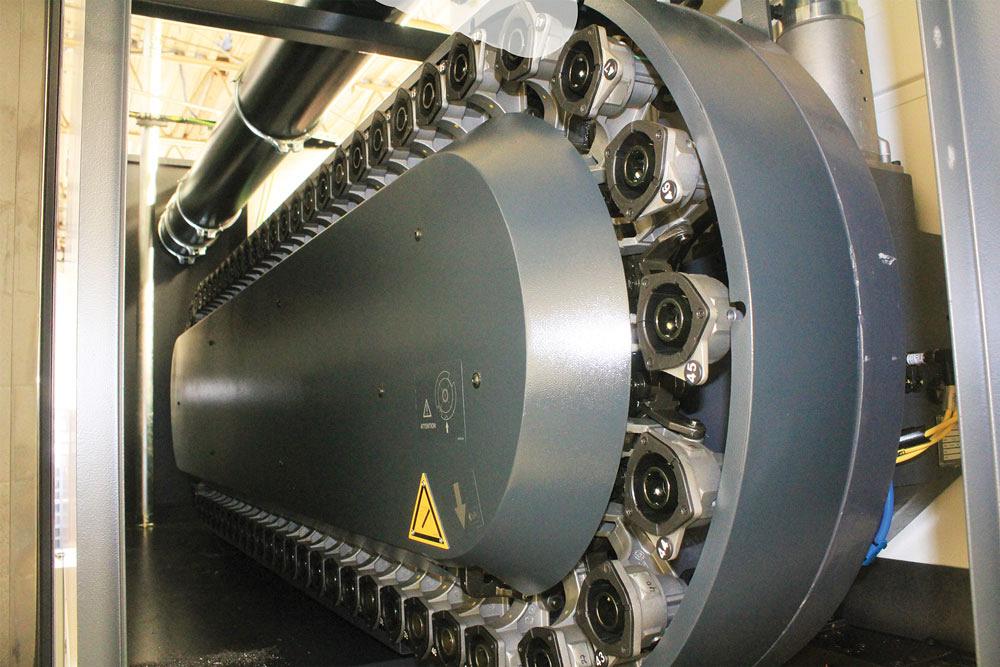
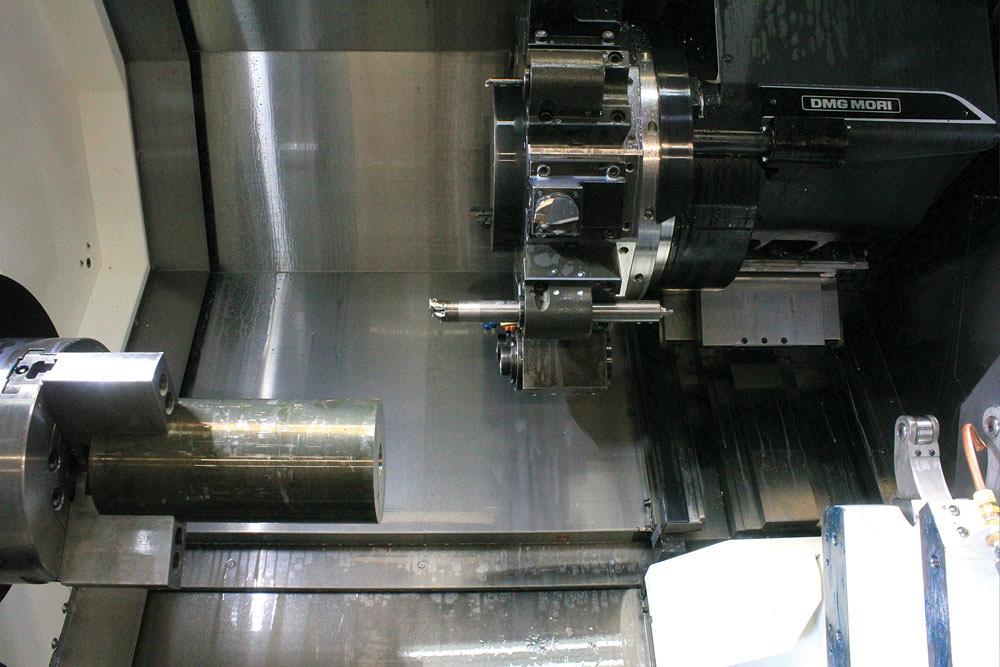
Open doors on a DMG Mori Lasertec 65 3D additive/subtractive hybrid machine show a work envelope large enough to accommodate components up to 23.6 in. by 15.7 in. and 1,322 lbs.
AM powders can be combined to achieve properties and features in components that would otherwise be impossible, or at least unmachinable. Materials can be 100 percent homogenous or 100 percent dense.
“For example, one difficult, unmachinable part had to fit into a threaded hole. It had a piece of brass that was known to rupture at a certain pressure so it was contained in hard material that didn’t rupture. We can start by laying down a piece of brass, controlling the chemistry to give it a consistent tensile strength twice that of the generic metal, add a carbide ring, then add a steel ring. Then machine threads on the steel ring.
“We’re not going to blow the doors off standard machines--I wouldn’t want to do that--but if we can give a customer a newly designed component that meets their needs in four weeks instead of 20, they will probably opt for using the new technology. Basically, we can make a part that is 30 percent lighter, 50 percent stronger, produce it faster, and material costs will be cheaper because we’re not machining away the biggest portion of a material block.”
Respect, Trust Shape Culture
About 20 people contribute to the success of PTooling. All have been hand-picked with the first criteria being a match with company culture. The focus is on responsibility and respect. New hires are typically found in the existing team members’ circles of friends. Although trained toolmakers and licensed machinists are available, Fiebig prefers to train from within.
“Our philosophy is that our primary responsibility is not the time we spend on the job, it is what the job allows us to do with our lives,” Fiebig said. “We focus on core values and family first, then train on-the-job. Somebody happy with family life will be a far more valuable person than someone who resents coming to work. It makes for a soft pillow. I don’t have to worry about human relationships.”
Team members are not expected to work a specific number of hours, which makes scheduling a bit of a juggling act. They may work 24 hours or 48 hours or whatever fits their lifestyle within the 5 a.m. to 3 p.m. or 3 p.m. to 1 a.m. shifts. They don’t punch clocks; everything is on the honor system.
A new schedule is created each week to allow for flexibility. During peak times Fiebig asks for help. During slower times he encourages use of vacation time. “When we need more production, I ask for help. We ask people to run two machines instead of one. We might ask for volunteers to work shifts, but we don’t expect them to work beyond their usual schedule. Right now we’re tapped for personnel and we are looking for more.”
The new, more efficient equipment was purchased to loosen the production crunch. “We replaced all our equipment because we were strapped for workers. We moved five machines out and brought in five with the latest technology.”
Another Shift Coming Soon
Right now the traditional machines carry the profitability load. Fiebig expects that to change when the additive/subtractive machine reaches full production. “It’s like kids in a nursery school. We turn the additive on and decide what toy we want to play with. Meantime, we feed the machining side with jobs that generate revenue now. Our AM is going to be our gravy while we become good at it. Then it will become our bread and butter with support from our traditional machine business.”
That new business could include part repair. Material can be added to a damaged area and remachined to the proper configuration. “We’re talking about homogenously blending at the molecular level. The bond between the base material and the added material will be as strong or stronger than the parent metal or the added metal. It’s more than cladding. It’s really a new science.” The future of AM, Fiebig said, is literally out of this world. Space programs are looking at the possibility of developing a lunar facility to build components that are too difficult to produce on earth and send into space. “Lunar AM production could be a stepping stone to get us to Mars,” he said.

PTooling team members, considered family, not employees, are on display in a mural on the shop floor.
For PTooling, “I have a vision of what my shop should look like. I want this small shop to look like a Pratt & Whitney with lines of machines that look professional. I want our people to look professional.”
As part of that vision, Fiebig would like to open an advanced manufacturing facility that features DMG Mori Seiki equipment, including more additive/subtractive hydrids, ultrasonic machining, and laser ablation—all advanced technologies and “a lot of fun to work with.”
Photos by James Gervais Photography.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles