







Grinding with CBN
Alternatives for high volumes and complex forms
Cubic boron nitride (CBN) is a man-made crystal that is second only to diamond in its hardness.
The substance also makes an effective grinding abrasive for superalloys. This is because, in addition to its hardness, CBN is an excellent conductor of heat and can help draw the heat generated in grinding away from the part.
The two primary types of CBN tools are vitrified and electroplated, with vitrified materials being the most commonly applied to superalloy parts.
Vitrified CBN: High-volume Production
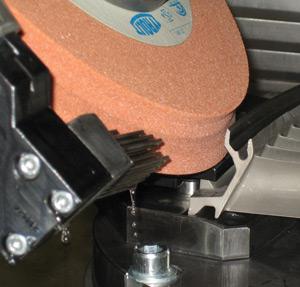
A vitrified CBN wheel employs resin, ceramic, or vitreous binders that holds the CBN grains to the wheel in the form of a dressable layer that is usually 0.375 to 1.00 in. thick. The core of the wheel is either aluminum or aluminum oxide.
Typically, a vitrified CBN abrasive application involves grinding a large number of precision parts with light requirements for material removal. It requires a rigid machine with three or more CNC axes, depending on part geometry.
Fixturing should be robust to ensure process accuracy and a water-based coolant should be supplied at pressures from 250 to 1,000 PSI.
Coolant delivery, important in all grinding applications, is critical in achieving maximum productivity and economy with vitrified CBN tools. The position of the flow and its consistency are important.
Matching coolant velocity to the speed of the wheel also benefits CBN grinding productivity. The required coolant velocity in cubic inches per second can be determined by multiplying the wheel speed in inches per second by the nozzle area in square inches.
It also should be noted that a vitrified CBN wheel generally is dedicated to a specific feature, making it difficult if not impossible to use that wheel for anything else.
Dressing is extremely critical and is typically measured in ten-thousandths of an inch. For example, a wheel used in grinding a turbine blade would typically be dressed 0.0002-in. every three to five parts.

A key to dressing CBN wheels is minimizing the dwell time after the dressing pass. A light in-feed of approximately 0.0002-in. would be followed by immediate retreat of the dresser. A dressing roll speed to wheel speed ratio of 0.3 to 0.5 is recommended for vitrified CBN wheels.
Electroplated CBN: Complex Forms
Another method of CBN grinding uses a single layer of CBN grain bonded to a precision steel wheel core.
The bonding method usually is nickel plating. Wheel cores can be replated up to 10 times, resulting in a lower abrasive cost per part than experienced with vitrified wheels. Of course, plated CBN wheels cannot be dressed resulting in a wheel that dulls with each cut, and wheel failure is unpredictable.
Electroplated wheels perform best in straight oil coolant which reduces the rubbing heat generated when grinding deep groove and slot features. However, oil does not conduct heat as well as water-based coolants do, necessitating a larger filter system with temperature control.
The main advantage of plated CBN wheels is their ability to generate deep radial grooves and slots with high depth-to-width ratios - features impossible to make with aluminum oxide or vitrified wheels.
Using five-axis CNC, the wheels can produce shapes previously generated only by EDM. Plated wheels also can be stacked in a wheel set to produce multiple forms and enable the grinding of a variety of features at the same time.
A key consideration in making the decision to use plated wheels is the total amount of material being removed. The wheels have limitations regarding depth of cut, feed rates, and tool life.
If it is necessary to grind a large volume of material, creep feed or creep feed continuous dress (CFCD) grinding would probably be a better choice.
The plated CBN process offers the ability to create complex radial forms and the flexibility to machine multiple features in one set up.
For more information, visit www.grinding.com.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles