







Familiar With Your EDM Fluid?
Fluid choice and maintenance affect part quality, reduce DC arcing
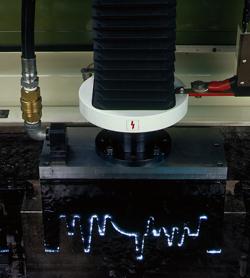
The EDM spark gap is shown over the entire discharge area.
Many manufacturers view EDM fluid as a standard commodity, like water from the faucet. However, this traditionally simple approach to purchasing EDM fluid can hurt companies in the long run. They should be aware that various fluids are available today that can provide enhanced machining performance and extended fluid life.
EDM manufacturers develop EDM burn/machining conditions using new fluids with a known set of specified dielectric strength properties. If over time the fluid breaks down and loses it strength characteristics, the EDM process will take longer and become more unstable, and part quality will suffer from poor accuracy and surface finish.
The EDM's dielectric fluid is designed to be a semiconductor with specific voltage and amperage characteristics. In EDM work the electrode never actually touches the workpiece, and there is a small gap—called the spark gap—that must be maintained to make the process stable.
EDM dielectric fluid serves two main purposes. First, it acts as a semiconductor between the electrode and workpiece to facilitate a stable and controlled spark gap ionization condition. Second, it also acts as a flushing agent to wash and remove the eroded debris from the spark gap area.
The creation and discharge of the electrical pulse starts when the voltage within the spark gap area increases to a point where the fluid ionizes and becomes conductive. Once this gap area becomes conductive, the high-power current (amperage) is immediately discharged and the workpiece is eroded away (effective machining). This process happens several thousand times per second.
As the fluid ages and breaks down, it loses dielectric strength, and its semiconductor capabilities and electrical thresholds change. As it degrades, it can no longer provide consistent or repeatable semiconductor control to the spark gap, which directly affects machine performance.
Depending on the age of the EDM, and the level of adaptive power control capability, loss of control over the spark gap can result in damage to the workpiece in the form of DC arcs. When a DC arc occurs, rather than distributing the discharge energy in a stable and even amount over the entire electrode surface, all machining power is isolated and concentrated in a single, uncontrolled point.
When this happens, a large, uncontrolled pit or crater is produced on the workpiece. It also can damage the electrode.
Most modern EDMs have highly sensitive electronic adaptive power controls that try to correct for unstable conditions in the spark gap. While the effectiveness of this adaptive control can vary between machine makes, they all function by changing and lowering the power levels within the spark gap to a stable value, which usually means significantly reduced machining efficiency.
One way to help prevent DC arcing is to use clean fluid.
In EDM work the electrode never actually touches the workpiece, and there is a small gap—called the spark gap—that must be maintained to make the process stable.
The more conductive metal particles that are floating in the fluid, specifically in the spark gap, the harder it is for the machine and dielectric fluid to maintain stable electrical thresholds within this area.
Choosing a Fluid
While choosing an EDM fluid cannot really be compared to selecting gas at a pump, some manufacturers will benefit from a premium fluid. For the bulk of end users, though, a standard EDM fluid will work fine.
Three types of fluids are available for EDMs: petroleum-based, synthetic, and vegetable-based.
Petroleum-based fluid is the most widely available, and is it 30 percent less expensive than full synthetic fluids. If initial purchase cost is the only driver, petroleum-based fluids are typically the choice. The life span of this fluid is the lowest of all fluids.
While synthetics cost more as an initial investment, they essentially do not need replacing, because their dielectric strength properties do not change or break down over time. When a manufacturer purchases a synthetic fluid, all that is required in the long term is topping off the machine reservoir. These fluids also are less irritating to the skin than petroleum-based fluids.
The development of vegetable-based EDM fluid began based on requirements of the medical industry. Certain FDA guidelines limit or restrict the type of fluids that can be used during the manufacture of critical medical components without the need for an aggressive acid dip or passivation process to properly sterilize machined parts.
The life span of dielectric fluid depends on many factors, including:
- Type of original fluid
- Type of EDM work being performed (higher-powered burns will affect oil faster)
- Type of materials being machined
- Efficiency and quality of EDM fluid filters
Unfortunately, many shops run and operate EDMs with oil that is far past its useful and efficient life. While there is no exact expiration date that can be applied to EDM fluids, operating an EDM with expired fluid will rob a shop of productive output.
It is very common to see a 20 percent or greater improvement in machining performance (reduced cycle times) after old, depleted dielectric fluid is replaced.
Maintaining EDM Fluid
To properly gauge whether the fluid needs to be replaced, the manufacturer should use a refractometer.

Clean fluid can help prevent DC arcing in EDM work.
However, a more specific laboratory analysis is required to provide detailed information on the EDM fluid's dielectric strength. Many fluid manufacturers can help in this detailed analysis of questionable fluids, but the machine shop can perform simple "sight and smell" tests comparing used and virgin fluid of the same type. As the fluid ages, its color changes, and it also can pick up a bad odor.
The standard rule of thumb is as follows: If the fluid is petroleum-based and is 5 years old or more, it probably needs to be replaced.
It is best to use safety gear when handling EDM fluid, most importantly gloves and eye protection. All EDM fluids' characteristics are stated on the material safety data sheet (MSDS) forms, and most, if not all, have a low health hazard rating.
In Canada fluid is treated as a form of hazardous waste during the disposal process. The exact methods of disposal and transportation vary from region to region, so it is best if the shop contacts its local environmental agency or disposal service to learn about the specific legal requirements in its area.
Dielectric filters also need to be checked and replaced as necessary. Many companies ignore simple machine maintenance measures, as well as the recommended oil change intervals.
As filters become clogged and their useful life spent, they will no longer filter out debris from the oil. As this debris builds up within the fluid, the EDM process becomes more unstable, because millions of small conductive chips are floating in the oil. As a result, cycle times will become longer.
Because the EDM process often is less understood than other manufacturing processes, there tends to be unawareness about maintaining key systems and variables that make EDM a productive process.
While the dielectric oil in an EDM serves a different function than the oil in a car engine, many parallels do exist. It is safe to say that nobody would expect top performance from an engine with old and depleted oil, so why should EDM be any different?
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles