







Eliminate CNC Grinding Mistakes
3 common grinding mistakes that reduce productivity, quality, safety

It’s often said that CNC grinding is a black art. To some extent this is true, but with the proper grinding process parameters, a lot of this black art can be eliminated, and productivity and quality can be improved. While many variables go into a complete grinding process, grinding equipment operators make three common mistakes that can be easily solved to improve quality, safety, and productivity.
Mistake No. 1: Using the Wrong Wheel
One common mistake is using an incorrect grinding wheel for the application. The workpiece material, material hardness, and surface finish requirements all must be taken into consideration.
A grinding wheel comprises the abrasive, which does the cutting, and the bond, which holds the abrasive in place. Just like sandpaper, the size of the abrasive is measured by grit. The higher the grit number, the smaller the abrasive.
One common mistake is using a grinding wheel that is too coarse for the required surface finish. A finer finish can be obtained by slowing down the dressing feed rate, but doing so also can result in dulling of the abrasive grain.
A dull wheel generates more heat and more grinding forces, neither of which are good for productivity or quality. A finer-grit wheel with sharp abrasive grains is always better than a coarser-grit wheel with dull abrasive grains.
Mistake No. 2: Dressing too Often
Another common mistake is dressing the wheel too frequently. With the proper grinding wheel specification, an operator can grind multiple parts without needing to dress the wheel.
The abrasive grain becomes dull as it removes material, but dressing every part often is unnecessary. By reducing the frequency of dressing, the operator can reduce cycle time and extend the life of the grinding wheel and dressing diamond. This reduces the tooling cost per part and increases productivity.
The diamond dresser that dresses the grinding wheel also can have an effect on productivity and quality.
A common method for dressing uses a single-point diamond, which works fine as long as it is rotated frequently. However, over time the single-point diamond wears and develops a flat.
Dressing with a single-point diamond that has a flat that is too large results in dulling of the abrasive grain on the grinding wheel when it is dressed. In high-production applications, a rotary dresser should be used. Rotary dressing uses an electric spindle to rotate a diamond disc. This method provides a more consistent dress because the diamonds on the dressing disc do not wear flats as quickly as a single-point diamond.

Mistake No. 3: Misusing Coolant
Coolant provides benefits during the grinding process beyond cooling the workpiece, including:
- Flushing chips from the grinding zone.
- Providing lubrication.
- Extending wheel life.
- Cleaning the wheel to prevent chip loading.
Nozzles inside the grinding machine typically produce enough coolant flow, but quite often the pressure isn’t high enough to be fully effective. As the wheel rotates, a layer of air forms around it, making it harder for the coolant to get directly into the wheel’s pores and, therefore, into the grinding zone.
The velocity of the coolant needs to match the velocity of the grinding wheel; a simple calculation helps determine the PSI. Coolant pressure actually is more important to the process than coolant volume.
Coolant also should be directed at the cutting zone, which is a small area between the part and the grinding wheel. As the wheel is dressed and reduces in size, this area moves, often causing the coolant to hit the top of the part, rather than the cutting zone.
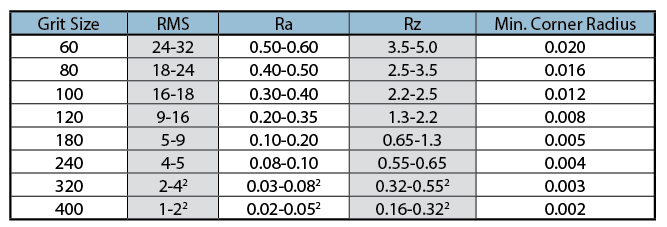
Determine the proper grit size to achieve the surface finish required.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles