







In-process Gauging Comes to Wire EDM
Recuts can now be made without the need for operator intervention
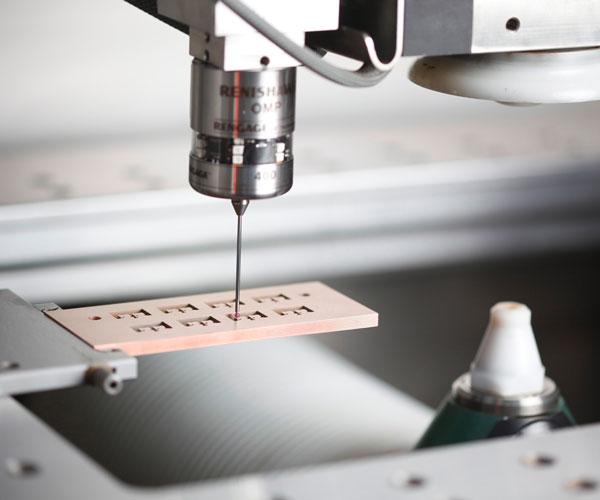
A probing system on the head of the EDM enables in-process measurement with a probe, providing more information than the touch of the wire.
In-process gauging and probing is nothing new to owners of conventional machine tools or even sinker-type electrical discharge machines (EDMs).
This capability, however, is very new in the world of wire EDMs. While all the necessary individual technological components were available, it took EDM OEMs years to figure out exactly how to integrate them into a wire machine.
The capability to probe parts on wire EDMs allows shops to check and verify parts before and after the EDM process and without having to remove them from the machine. But equally significant is that recently developed systems make it possible for wire EDMs to also read the probe data and understand logic statements. This means the machine can measure a table full of components after cutting and indicate which are within tolerance and can be removed, or it can return to those needing to be recut and bring them into tolerance. With the incorporation of pneumatic chucks to hold probes, the whole process can be performed without operator intervention.
What most people are unaware of is that wire EDMs always have been capable of in-process probing using the “electrical touch” of their wires. However, with EDM wire probing, shops are limited to performing only a few measurement cycles such as center finds, edge finds, and corner finds.
The wire probe method is unable to indicate wall straightness or gauge other part contours. These limitations drove many EDM builders to work on incorporating actual probes into the wire EDM process.
To successfully incorporate in-process gauging with an actual probe, EDM OEMs had to overcome two main hurdles. On the mechanical side, the challenge was correctly mounting a chuck for holding the probe onto the head of the EDM. While on the control side, the probe had to be integrated with the machine’s CNC.
Mechanical Changes
Some EDM heads are not designed to hold the extra weight, and mounting a chuck onto one side of them would create imbalance and affect the wire EDM process. Fortunately, a few brands of wire EDMs have heads that are robust enough to handle the chucks without compromising machine performance.
Also on the mechanical side, in-process probing requires the machines to have a servo-driven Z axis, which is typically unnecessary for wire EDM work. To their advantage, most EDM builders, already have Z-axis servo-driven systems developed for use on sinker-style EDMs and have an existing understanding of these Z-axis systems as well as using a probe with them.
Control Changes
This existing knowledge helped OEMs integrate conventional probing into the CNCs of wire EDMs.
On the machine control side, in-process probing requires wire EDM CNCs to have offsetting capabilities to compensate for the two different centerline locations of the probe and the machine head. Most machines in the industry have variables that allow them to accomplish such offsetting, so this wasn’t a particularly significant a problem. But the lack of specific cycles needed for the machine to measure key points on a part’s shape was.
Macro B programming within the machine’s control was used to solve the problem. This type of programming commands the machine to move to desired positions and probe in the X, Y, and Z axes, thus enabling key point measurements to be taken that were previously unrelated to the wire EDM process.
Machines then use data from probing to generate reports that use mathematical equations to verify that parts were in fact positioned correctly in the machine prior to cutting. The reports also show whether the part is to size or within tolerance according to key points indicated for measurement after it is cut.
Also, macro B programming together with the use of logic statements makes it possible for the machine to read if-then program statements. For instance, if a cavity is smaller than the specified size, the machine is commanded to return to that cavity and recut it to the correct size.
Such logic within the system not only tells operators that parts are to size and ready to be removed, but also allows the machine to perform self-corrections on parts based on probing data. This is probably the most significant accomplishment, and one that will affect lights-out production and continue to drive the demand for in-process gauging on wire EDMs.
With the incorporation of pneumatic chucks, robot tool changing can be used to load and unload probes on wire EDMs. For stand-alone machines, the technology is moving toward having probes come down from a safe area above the machine worktable, measure parts, and then move up and out of the work zone.
Cycle Time
On-machine probing adds to cycle times, but this additional probing time usually replaces a manual measuring process and actually reduces total cycle time.
Before the cutting begins, the system performs alignment verification to verify the part is set up correctly in the machine. An autocorrect function can be programmed to adjust for a slight misalignment, or the job can be rejected by letting the operator know that there is no way to cut the part the way it has been set up in the machine.
During the measurement cycle, the probe identifies the location of the part on the table. This previously was accomplished by using the wire to pick up the center of a hole. The benefit to the probe method is that it is more accurate and can extend beyond the travel limits of the wire, even inside a stepped surface that the wire cannot reach.
After the part is cut, the probe verifies that the cut is correct. Wire EDMs typically are very accurate so there is no need to check the cut. However, even though the cavity was cut to the correct size, other factors can come into play that cause the part to be rejected during final inspection.
It is better to know about an error while the part is still in the machine.
Future of EDM Probing
Unfortunately, this type of system can’t be retrofitted to an existing machine. It’s not as simple as adding a probe to a machine because the machine has to interact with the probe pickup to stop the axis from moving and record the information from the pickup.
A new EDM, the IVU2, was recently released that uses an optical camera to probe the same way a physical probe does, but can now also verify the accuracy of the wire EDM cutting throughout the cutting area. During production, this technology can automatically correct the geometry if it doesn’t match the DXF profile.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles