







Right Here, Right Now
Manufacturing execution systems gather real-time shop floor information for decision-makers
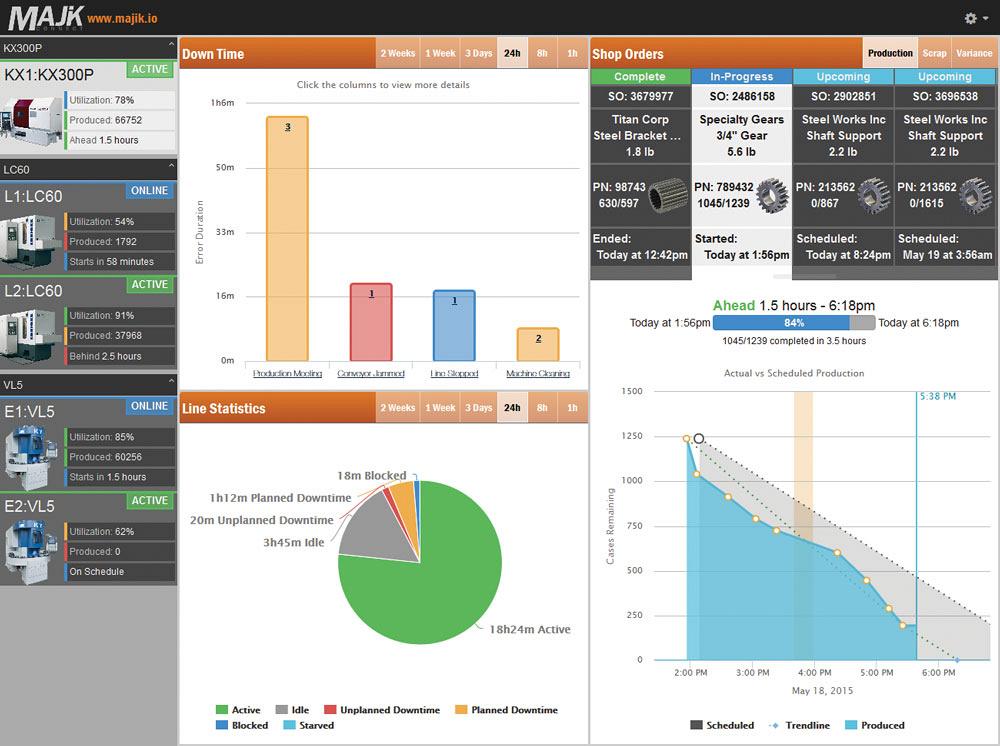
Advanced MES software can break downtime into categories such as planned, unplanned, blocked, and starved. Photo courtesy of MAJiK Systems.
Manufacturers across North America are looking to automate, optimize, and streamline processes to stay competitive in the global manufacturing market.
The need to manage more information from the plant floor; make production, maintenance, and staffing decisions in real time; and compare how historical decisions are affecting current conditions in the factory have many manufacturers exploring the possibility of implementing a real-time manufacturing execution system (MES).
Simply put, an MES provides the right information at the right time to show manufacturing decision-makers how the current conditions on their plant floor can be optimized to improve production output.1
With a market growing from $6.7 billion this year to $13.6 billion in 2020,2 manufacturing execution systems are becoming big business.
However, as software developers and manufacturers push to create and implement these systems, many questions still need to be answered about the systems’ place in the factory software hierarchy, what features should be included, and how manufacturers should approach costing and quantifying return on investment of these systems.
The Factory Software Hierarchy
An MES often is identified as a Level 3 software system within factories. So what are the other levels in this hierarchy?
Level 1 comprises the line-level PLCs and individual CNCs that run equipment and locally track realtime data points.
Level 2 is supervisory control and data acquisition (SCADA) software. This software allows networking of line-level controls, sends cutting plans and other information, and provides information about current conditions over the internal network.
Level 4 systems are business systems such as enterprise resource planning (ERP) and other business intelligence applications. These applications track customer orders, cost accounting, warehousing and materials, and other critical business-level functions.
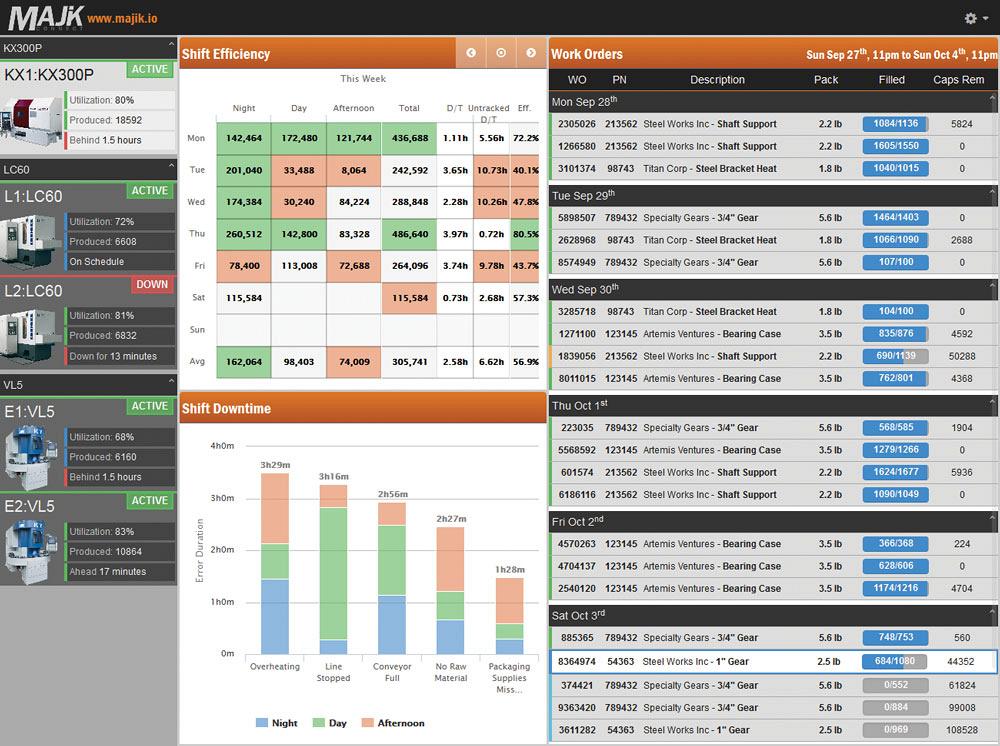
If the MES is implemented properly, it should be a key business system within the organization, something employees and management can use to get information needed to run the entire production line. Photo courtesy of MAJiK Systems.
An MES acts as the interface between the other system levels and the people on the factory floor and office who use them to make decisions. When implemented properly, an MES should help machine operators, production managers, and manufacturing executives make the best possible decisions according to current plant floor conditions to optimize production output.
Manufacturers should look for MES software that is able to integrate with current Level 1, 2, and 4 systems rather than trying to replace them. In many cases, a considerable amount of time and money have been spent implementing CNCs and PLCs to automate production, as well as an ERP system that finance and supply chain departments rely on to do their jobs effectively. An MES that requires installation of additional hardware on top of modern PLCs and CNCs or tries to subsume too much of an ERP system’s job will most likely lead to redundancy and confusion.
Key MES Features
One of the simplest ways to quantify an improvement in performance for individual machines within a factory is to use the overall equipment effectiveness (OEE) metric. This is a measure of a machine’s availability (percentage of time it is available to be run during a shift), performance (number of parts it creates versus its standard run rate), and quality (number of good parts it creates versus total parts).
Multiplying these measures together for a machine gives its OEE score. Studies by nonprofit consortiums such as the MTConnect Institute have shown that an MES can increase OEE by up to 20 percent.3
This is excellent for manufacturers and helps justify immediate costs of an MES implementation. However, OEE is not the only metric that should be tracked.
If a manufacturer makes multiple products at each machine, has multiple production workflows through the factory, has high changeover rates, or needs part traceability and root-cause analysis for part quality, OEE is just one of the metrics to be concerned with. In some cases, optimizing individual machines for OEE is counterproductive for the factory as a whole. A machine with a 100 percent OEE rating is not necessarily efficient if it is producing unneeded parts or piling up work-in-process (WIP) ahead of a bottleneck machine.
Savvy manufacturers are starting to focus on newer metrics, including percentage of shop orders completed on time, machine utilization, production line yield rate, and downtime. Advanced systems even break downtime into categories such as planned, unplanned, blocked, and starved.
Blocked and starved reasons for downtime are especially important to track because that time can immediately be turned into productive manufacturing if an effort is made to improve material handling and identify bottleneck machines in the process. Many manufacturers don’t realize how much time they lose to blocked and starved machines until they start tracking this metric.
MES Costing and ROI
An MES should be viewed as an enterprise software purchase, and as such potential vendors should be asked several key questions that would not necessarily be asked if the manufacturer were purchasing simple out-of-the-box software.
In the case of enterprise software, manufacturers pay the provider for their relationship, not just their product. It means managing the implementation of the project and support after its completion.
It’s important to remember that if the MES is implemented properly, it should be a key business system within the organization. It should be something employees use all the time and the default place to go to get information needed to run production. This means that it also needs data redundancy, security, authentication, and the ability to work with existing network infrastructure. In the end, one of the most important things is how a potential MES provider goes through the quotation process. The system should be tailored to individual needs, costing structure, and goals of the manufacturer. This should be reflected in the system proposal the vendor provides and the actionable deliverables for each stage of the project.
It’s also prudent to choose an MES that accommodates product development. No software is going to have every feature directly out of the box. Manufacturers need to choose a product that regularly schedules releases and feature updates for the software as part of a maintenance plan. This will ensure that the initial investment grows with the organization and changing industry conditions.
Notes 1. Michael McClellan, Michael, Applying Manufacturing Execution Systems (Boca Raton, Fla.: St. Lucie/ APICS, 1997). 2. http://www.marketsandmarkets. com/Market-Reports/manufacturingexecution- systems-mes-market-536. html 3. The MTConnect Institute, www.mtconnect.org
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles