







Saw Choices Today
The same … but different

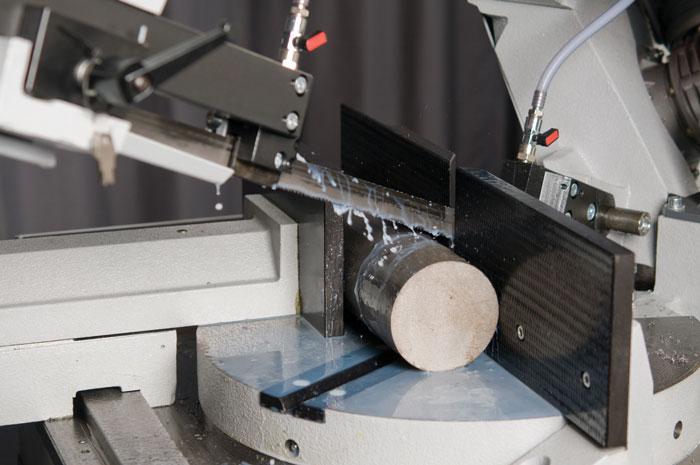
These parts with a precise milled finish were cut on a Nishijimax circular saw with a cermet-tipped saw blade. Photo courtesy of Pat Mooney Inc.
Advances in sawing and blade technologies are narrowing the performance gap between band and circular saws. Circular saws have gotten larger, and with carbide cutting tools they are cutting thicker, heavier materials. Band saw technology has gained accuracy and improved the cut surface.
Still, the broad range of application-specific circular saws offer higher speeds and a mill finish while band saws remain known for their cutting muscle and the ability to move quickly from one material type or thickness to another.
Production requirements remain the deciding factor for choosing the right sawing technology. If a welding, fabrication, or maintenance shop needs to cut odds and ends, low quantities, or thick parts, the lower-cost, flexible band saw is most likely the best choice. If a manufacturer needs high quantities of similar parts, the circular saw and its options for automation will keep parts speeding to the next process without a secondary stop to smooth out the finish.
Two industry experts shared their thoughts on choosing the right sawing equipment—Rick Arcaro, vice president of sales and marketing, Hyd-Mech Group Ltd., Woodstock, Ont., and Patrick Thornton Sr., owner of Pat Mooney Inc., Addison, Ill.
What about circular saws?
Arcaro: The main advantage of a circular saw is the milled finish on the part. You can hold burr-free tolerances that most likely are not achievable on band saws.
A cold saw is chosen to accomplish a specific task. For example, when you choose a cold saw you need to specify if you will be cutting ferrous or nonferrous materials, the thickness and hardness of your materials, whether or not you want a saw that will miter, and if you need a carbide machine to cut high volumes at high speeds. If your material should be cut cold, a circular saw dissipates the heat from the cutting process into the chip so, combined with the coolant, it keeps the heat away from the material.
Thornton: Circular saws are specifically designed to provide high productivity on a select product group. Cold saws coming on the market are combining with carbide-tipped saw blades for even faster cuts to meet the goals of manufacturers producing high volumes of thicker parts. You can get through a bar or heavy-wall tube in seconds instead of minutes. The blades are almost as thin as those for a band saw, so material waste is reduced.
A high degree of automation is available. You can put 10 bars on a table and when the saw is done with one bar, it will kick the next one on automatically, make the trim cut, and get rid of the drop end all without an operator.
Circular saws are more expensive than band saws, but if you need to make 300 cuts an hour on a 3-in. carbon steel bar, you can either get three band saws or one circular saw.
What about band saws?
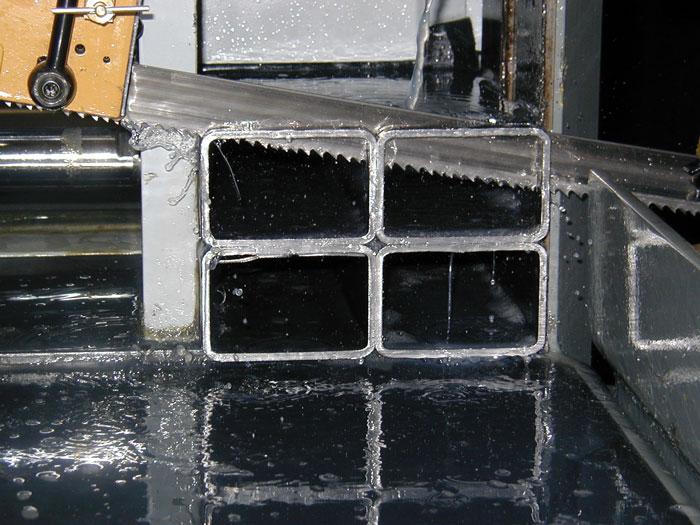
Arcaro: A band saw is like a Swiss army knife. It is less expensive and more flexible than a circular saw. You can efficiently adjust the speed, feed rate, cutting pressure, and blade speed for a number of applications. Band saws have very few material limitations. You can have a particular blade perform on a variety of material diameters and hardnesses. You don’t have that luxury with a circular saw. Band saws can bundle-cut for certain applications to increase efficiency.

Pipe for oil couplings is cut in less than 3 minutes on a Danobat iDS 5A band saw. Photo courtesy of Pat Mooney Inc.
Thornton: If you routinely saw materials over 6 in., then you are going to look toward a band saw. Some of the machines have better capabilities to cut materials faster because different things can be done with the feed rate, like varying the speed of the blade in certain portions of the cut for a faster cut without sacrificing blade life. Band saws also shine if you are cutting exotic materials like INCONEL or titanium.
Saw trends?
Arcaro: What has progressed in our industry is that band saw machines have become much more accurate, much more advanced in their speeds, feed rates, and cutting pressures, and the blades have become more precision cutting tools. A few years ago, when accuracy, finish, and tight tolerances were needed, there was no question that you would go with a circular saw. Today you can flip a coin for many applications.
The high speed, circular saw manufacturers are building larger saws to accommodate thicker parts and to compete with the advancing band saw technology.
Thornton: In some of the smaller applications where manufacturers would have traditionally gone for a circular saw, they are going to a pull-down, or European-type, band saw which is a compact unit but can cut up to a 10-in. workpiece. Those band saws can cut about as fast as an old-style circular saw, and now they can cut accurately.
On the circular side, saws are getting bigger to handle larger materials. We’ve installed 11-in. circular saws for the oil industry so they can cut 10-5/8-in. tubes and tubular couplings in about a minute versus six minutes on a band saw.
If you are sawing a 4-in. bar, there used to be a debate as to what saw technology was better. Today, with band saw advances, that choice will be determined by how many you need. If you need hundreds an hour to keep up with the next process, you don’t want to try to do it with a circular saw. Use a band saw if you need only 25 an hour. You don’t want to invest in a circular saw and end up with parts sitting in queue and waiting for the next process.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles