







Pump up Waterjet Production
What you need to know about using multiple cutting heads

An ideal application for multihead waterjet cutting is a large quantity of identical parts.
If one waterjet cutting head is good, are two better? If two are good, how about three? Or four? Maybe. It depends on materials, types of parts, and quantities.
Dr. Pradeep Nambiath, senior research engineer, and Bob Pedrazas, marketing manager, for KMT Waterjet Systems, Baxter Springs, Kan., spent time with CIM to answer questions about multihead waterjet cutting. KMT has developed technology for waterjet cutting pumps and cutting heads since 1971.
A number of original equipment integrators pair KMT components with abrasive and water-only tables for cutting everything from titanium and stainless steel to celery and cakes.
The introduction of the company’s 90,000-PSI STREAMLINE PRO® Series— 60- and 125-HP—intensifier pumps in 2007 made it possible for two cutting heads on one table to simultaneously perform at a consistent 85,000 PSI to double output and maintain quality with one setup.
CIM: What drives a company to invest in a multihead waterjet system?
KMT: The desire for faster turnaround and lower per-piece cost are the main reasons for putting a multihead system on a shop floor. Additional cutting heads can give a company a competitive advantage in the right applications.
Some shops have moved to multihead systems to expand their waterjet capabilities when floor space has prohibited adding another table.
CIM: How is water flow managed with multiple cutting heads?
KMT: An intensifier pump usually has a horsepower limit and a flow limit. Whether you’re using a singleor multihead table, these limits need to be balanced to get optimum performance.
Begin with a high-pressure pump. Using one cutting head will give you maximum flow rate at a set pressure. If you have more than one cutting head, the flow from the pump can be divided to multiple heads if the pump capacity is high enough.

One pump can provide the flow for multiple cutting heads if it has enough power and the nozzle orifices are small enough to focus the stream.
The size of the nozzle orifice will need to be reduced to balance the flow coming from one pump to service multiple heads while staying within the pump’s limits. You can run four cutting heads with one pump, for example, but the orifice in the cutting heads will need to be smaller when compared to the single orifice, which means you are probably cutting thinner or softer material.
CIM: Can multiple heads be used to cut thicker or hard materials?
KMT: Waterjet pumps range from 15 to 200 HP, with operating pressures from 50,000 to 90,000 PSI. If you want to cut 4-in.-thick titanium, for example, and you want to increase production with a dual-head waterjet table, you would get the best results by having a pump dedicated to each cutting head. Splitting a smallerhorsepower pump between two cutting heads may not provide the depth of cut, the cutting speed, or the quality cut you want for harder or very thick materials.
If the size of the nozzle orifice was reduced in an effort to maintain the cutting pressure, the size of the focusing tube also goes down, limiting the size of abrasive that can be used. Using a smaller abrasive most likely won’t provide efficient cuts for harder, thicker materials, and you can suffer on cycle times.
CIM: Are there difficulties in balancing the flow for a multihead table?
KMT: No. There are balancing software packages that network multiple pumps and coordinate the water through the cutting heads. These software packages are independent of the motion control software.
The idea is to be sure that the flow output from all pumps is at the same level at all times. You don’t want to have a master/slave relationship among the multiple pumps or have one pump require more maintenance than another. You want to have the same lifetimes on all wear components to avoid extra downtime.
Some shops like to have two pumps run four heads with the option of pulling back to using only two cutting heads. The load for providing the flow for four heads at set pressure is technically shared between the two pumps when they are running full bore. The pumps have to slow down to feed only two cutting heads. The software makes the adjustments needed to create a pressure/flow balance for both cutting situations.
CIM: Is there a change in abrasive delivery?
KMT: Similar to using multiple pumps for multiple cutting heads, best results are achieved when each cutting head has its own abrasivemetering system. You would have issues trying to meter out accurate amounts of abrasive to two or more nozzles from a single bulk feeder. There is a danger if one of the cutting heads clogs. It could alter the amount of abrasive sent to the other cutting heads. Using a separate feeder for each cutting head keeps the other working at a quality level if the one nozzle isn’t functioning properly.

When multiple cutting heads are used for thick material, each head should have its own pump and abrasive feeding system to get the best results.
CIM: How does a second waterjet head affect cutting speeds?
KMT: If you run a dual-head table with one pump, you need to reduce cut speed because the flow rate from the pump is shared among the cutting heads. Slowing the cutting speed can accommodate that change in pressure without losing quality.
We have customers who have doubled their production by using two cutting heads running at a little slower cutting speed, but twice the number of parts are coming off the table. It can be a good trade-off.
CIM: What kinds of components are good candidates for multihead waterjet cutting?
KMT: One of the biggest requirements is that you have very similar nested parts. Multihead cutting works very well when you have the exact same motion on the X and Y axes. The only thing you need to work with is the spacing of the parts to give the cutting heads the ability to cut the profile of each component without interfering with other parts in the nest.
CIM: What should a shop look at when considering a multihead waterjet?
KMT: A multihead table is an investment. The additional cutting heads, pumps, and feed systems; the table and gantry—a lot goes into increasing a table’s cutting capability—and this is reflected in the cost of the system.
So become an educated customer. Start by predicting your waterjet cutting use as accurately as possible. Look at the type of parts to be cut, as well as quantities. If you anticipate using the table only a couple hours a day, the single-head waterjet is most likely the best option. If you think you will be cutting continuously for two shifts a day, especially if the job consists of large quantities of like parts, a multihead table could significantly increase your output and provide you with a good ROI.
We always recommend that you request sample cuts and capability studies before making a decision. We offer the STREAMLINE PRO2 90,000-PSI/6,200-bar pump that is available in 60 or 125 HP. It gives a table the power to support multiple heads and cut at high speeds. See exactly what you can get using more than one cutting head.
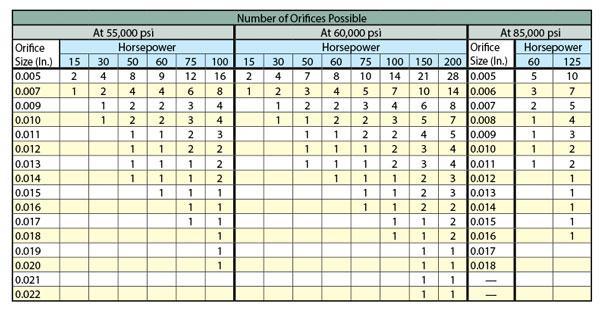
Determining the number of cutting heads working from one intensifier pump requires maintaining a balance between pressure, number of cutting heads, and orifice size. Charts show the number and sizes of orifices that can be used at 55,000, 60,000, and 85,000 PSI. Chart information courtesy of KMT Waterjet Systems.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles