







Illuminating the Black Art of Plate Rolling
Advanced equipment options solve some productivity mysteries

A computer-controlled feed table, overhead support, and fenced side support add to productivity while rolling wind turbine components. Photo courtesy of Faccin.
The black art of roll forming is fading to a lighter shade of gray. Equipment builders have stepped up to the plate to make rolling easier. Automation of the traditionally manual process joined by complementary equipment is translating into more productivity and increased profits in burgeoning plate roll markets. Quickly producing accurate shells, for example, is the name of the wind turbinecomponent game.
"In a nutshell," said Steve Bonnay, product manager, Faccin USA, Tampa, Fla., "there are two ways to improve plate roll productivity. The first is to take a man out of the loop by getting a machine that can pinch the material so you don't need two men. It may not reduce your cycle time, but it will cut your manpower in half."
The second is to move to an automated four-roll. "If you're looking for a limited number of parts but at bigger volumes at higher speeds, a four-roll is the way to go," said Bonnay. "Then add the computer control. It won't do everything, but it will take 80 or 90 percent of the work out of the operator's hands. There is nothing that a CNC machine can do that a manual machine can't, but the CNCmakes it more repeatable and less reliant on the operator."
Predictive CNCs combined with double-pinch, four-roll systems are doing their part to illuminate the black art by measuring and controlling axes movements to accomplish the bending, gripping, and roll rotation and to position ancillary equipment.
Four-roll Savings
Double-pinch, four-roll time savings begins with the reduction of material handling. The workpiece stays in the machine rather than being removed for the second prebend operation. The plate is initially gripped and secured by the upper and lower rolls; a third roll moves up to perform the prebending on the material edge; and the fourth roll moves for forming the cylinder and performs thesecond prebend.
The four-roll is the only plate roll that can be controlled effectively through NC and CNC systems because the machine itself positions and securely clamps the material. If manual repositioning of material occurred, as required with three-roll systems, the computer would not be aware of the changes and could not make the proper adjustments. "With a four-roll we have a constant pinch and we canput a rotational encoder on the top roll. The computer knows exactly where that piece of plate is at every moment through the rolling process," said Bonnay.
Some plate roll CNC programs can correct material variances on-the-fly. "Say you programmed a 5-foot-diameter shell and you got 66 inches because the yield strength was different from what you put in. The computer will assume that the yield strength you gave it was incorrect, recalculate based on the dimensions of the first piece, and adjust the yield strength parameter," Bonnay said. "Or aset of digital calipers can be put on a plate to feed radius measurements to the control as material is being rolled, and the theory is that it will correct during the process."
Bonnay estimates that using a CNC four-roll, even without optional equipment, reduces rolling time by more than 30 percent. A CNC retrofit can boost productivity on some four-rolls that have been operating in the manual mode.
Automated Equipment Options
Motorized roller feed tables, powered centering and squaring devices, overhead and side supports, and ejectors can be added to the plate roll to increase automation, reduce labor needs, and help keep quality parts flowing off the machines.
"Powered systems can feed a plate into the machine, square it, center it on the table, align it, and set it in," said Scott Donahy, MegaFab's Bertsch product manager, Hutchinson, Kan. "Side supports come into play when rolling thinner materials to a large diameter to keep the weight of the material from distorting the shape."

Adjustable hydraulic side supports are recommended to maintain cylinder shape when rolling large diameters. Photo courtesy of Bertsch.
An overhead support will hold the plate as it comes around at the 12 o'clock position and eliminate the need to tie up a crane to support the material during the rolling process.
In high-production environments, particularly those involving small-diameter pieces, automatic offloading systems can save time. An ejector is programmed to slide the part off the machine onto an exit table without operator or crane involvement. Machines for larger-diameter parts also can be equipped with ejectors but, said Bonnay, automatically offloading very heavy parts can create safetyconcerns.
Slow Down for More Productivity
In what may seem a counterintuitive move, running rolls at speeds lower than the industry standard of 14 to 20 feet per minute can add to productivity.
"A lot of times if you run at 50 or 60 percent of full speed you get more usable parts and you don't have to fix every third one," said Bonnay. "By turning something quickly, you are spending less time holding the material and you are more susceptible to springback."
Looking at overall productivity, Donahy said that the rolling process is typically not the bottleneck. The slowdown can come when parts move from the roll to a fit-up or welding cell. By spending the time to determine the correct method of rolling and producing a more accurate rolled part, the downstream productivity can be significantly increased.
"When we're choosing a plate roll for a customer, we talk a lot about the applications and secondary processes," said Donahy. "We ask, Would you want to have to fit the part up after the rolling process or spend a little more time in multipassing the part through the machine so the welding and secondaries go much smoother?
"If you produce a part that has a radius rolled right up to the edge and it sits right together, the welder will be able to easily weld it and move it on. If it is flat on the end or rolled incorrectly, time is spent just trying to fit the shell up and get it welded.
"It's always best to roll the whole plate through at one setting and then make an adjustment and run the plate again. Start out open and work your way into a diameter instead of trying to hit it in a single pass," Donahy said.
Create the Curve
As a rule of thumb, flats usually are 1.5 to 2.5 times the material thickness. They are less noticeable on large shells, but pieces with a smaller diameter can end up with a teardrop shape if the material edges are not formed.
Preforming the edges can be done with a press brake or other forming die before rolling. Avoid rerolling on the machine, after a welding proc-ess. "Rerolling adds time to the end product, dramatically loads up the machine, and can cause damage," Donahy said.
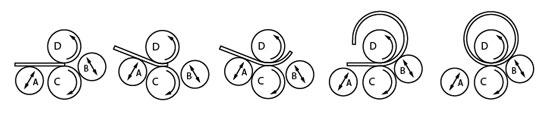
On a double-pinch, four-roll system the machine grips a plate between rolls D and C., roll A moves up for the first prebend,the system forms the cylinder, and roll B raises up to perform the second prebend. Illustration courtesy of Faccin.
Three-roll Flexibility Option
Variable-axis plate rolls can provide three-roll flexibility for a job shop. Depending on the manufacturer, either two or all three rolls can be adjusted, forming a wide V-die on the press to accommodate a range of material thicknesses and increase the machine's capacity.
"This kind of machine is appealing to folks," Donahy said. "To have the ability to run a 10-ft./1-in plate and adjust to run a 10-ft./2-in. plate would be very useful for a job shop that does not know what is going to come in the door next."
Yield to Operator Training
As builders continue adding automation options, Donahy cautions that even with a CNC, the job still requires operator ability mainly because of the material variables. The more information available from the mill for each plate to be rolled, the better.
"It's just that the physics change. You can get the material certifications from the supplier, but we are seeing that the actual yield points differ. A36 material, for example, should have a minimum yield of 36,000 PSI to meet requirements, but we might see yields of 47,000 or 50,000 PSI in an A36, and those yields form entirely different.
"With the CNC we can enter the width we are rolling, the shape and diameter we want to achieve. But we need to know the actual yield point of the material we are loading right now."
Verifying yield means taking the time to check the first piece of any production run with a template or a radius measurement tool at the beginning of the forming process and making needed corrections. "There is a judgment call to be made, said Donahy. "It's not punch a button and let the whole sheet come through. You might just find out it is too small."
Bonnay said, "You have to put in the right yield strength. If you put in 40,000 PSI and you've really got 50,000 PSI yield, it isn't fair to point a finger at the machine if the part isn't right.
"I equate it to opening up an Excel spreadsheet, putting in 36 random numbers and expecting it to have the correct bank balance on the bottom. You won't get the right parts out."
Reading the material is an element of the black art that remains a bit murky. Knowledgeable operators need to train the less experienced shop floor generation and share their information with the advancing, auto-teach CNCs that develop programs from steps entered as an operator runs the part himself. Bonnay said, "Even with the newest, latest, and greatest computer controls, the differencebetween a great roll and a mediocre roll is the person standing in front of the machine."
Will a Plate Roll Add to the Bottom Line?
Plate rolls are rarely at the top of a fabricating shop's buy list, said Steve Bonnay, product manager, Faccin USA, Tampa, Fla. They follow the ironworker, band saw, drill press, cutting table, and welding torches used to add value to workpieces that are rolled off-site. But, once a roll is added, even if the purchase is prompted by internal applications, it is not unusual to see work flow infrom nearby manufacturers.

Advanced software for four-roll machines begins with shape selection, asks for specifications of the specific part, and uses algorithms to determine machine settings. Photos courtesy of Faccin.
Rolled plate is physically imposing and can be expensive to ship. Rolled shapes can be awkward and have footprints that fill a flatbed, leaving the shipper with a full load bill without utilizing the full weight limit. Rolling the plate at the same shop where secondary processes are performed can offset those shipping expenses.
Considering a plate roll addition? Answer these questions about your anticipated applications and talk to the equipment builder to find the right equipment and capacity for your shop:
- Minimum and maximum plate thickness
- Maximum part width
- Minimum and maximum part diameters
- Material yields and tensile strengths
- Multiple-pass versus single-pass rolls
- Small batches or productivity runs
- Specialty shape capability


subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
CWB Group launches full-cycle assessment and training program

2
Achieving success with mechanized plasma cutting

3
3D laser tube cutting system available in 3, 4, or 5 kW

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
Welding system features four advanced MIG/MAG WeldModes
