







What Dynamic Milling Can Do for You
Reduce tool wear and increase material removal at the same time
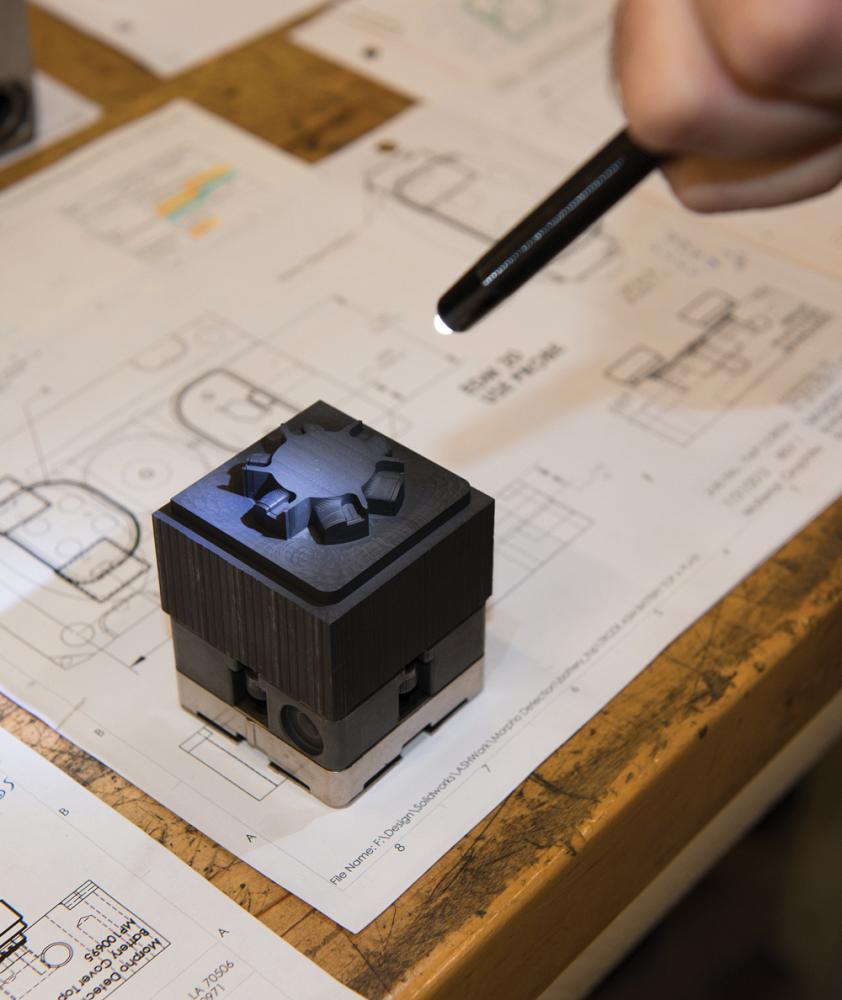
Here a small number of efficient, material-aware dynamic toolpaths are used to automatically blend transitions between steep and shallow areas to achieve the part geometry. Photo courtesy of Mastercam.
Question: Is it possible to improve material removal efficiency and increase cutting tool life at the same time?
Answer: It is not only possible, it is required.
For more than 50 years, material scientists have known that the theoretical answer to this question is “yes.” This understanding is based on a phenomenon known as radial chip thinning (RTC). RCT has to do with the behavior of cutting tools when stepovers are 50 percent or less. As stepovers decrease, tool wear decreases, too, as long as the chip load remains constant. As stepovers are decreased, material removal rates must be increased to maintain constant chip loads and manage heat removal so that the cutting tool does not fail prematurely.
So not only is it possible to reduce tool wear and increase material removal at the same time, it is required if you are going to take full advantage of RCT. Unfortunately, users have no practical way to take advantage of this theoretical knowledge until recently. During the last 50 years or so, technology developments have finally caught up with the theory to make the theoretical advantages of RCT practical for shops of any size.
Four primary technologies determine how efficiently material can be removed during roughing operations. They are:
- Reasonably rigid CNC machine tools with repeatable feeds and speeds (not necessarily high speed).
- High-end cutting tools with geometries and coatings created to optimize material removal for specific grades of material.
- Responsive machine controllers that can adapt quickly to dense sets of CNC program instructions.
- Material-aware CAM software technology that has the intelligence to generate CNC programs quickly based on actual material conditions ahead of the tool, rapidly adapting the machine and tool motions to maintain a constant chip load according to manufacturers’ recommendations.
These technologies are available, and most shops have at least some machines or cells where they can make use of constant chip load roughing strategies. Getting up to speed requires spending a little time learning how they work and how to use them correctly. Once this low hurdle has been cleared, it is faster and easier to use this approach to roughing.
The focal point for applying constant chip load roughing in a shop is the CAD/CAM software. Dynamic milling brings the required technologies together, making it simple to create roughing programs that use advanced cutting tools.
Dynamic Milling Paybacks
Early adapters of this emerging applied science are realizing some benefits. They are discovering that the paybacks for putting dynamic milling to use are substantial and immediate. Here are a dozen examples.
Increase tool life: Tool life is important in any manufacturing business. Dynamic milling used at constant chip loads according to the manufacturers’ recommendations has resulted in up to five times longer cutting tool life. With shallower stepovers but deeper stepdowns, today's advanced cutting tools last longer as they continually bite into enough material to carry the heat away from the cutting tool and the material.
Reduce machine cycles: Improved material removal rates go hand-in-hand with reduced cutting tool wear.
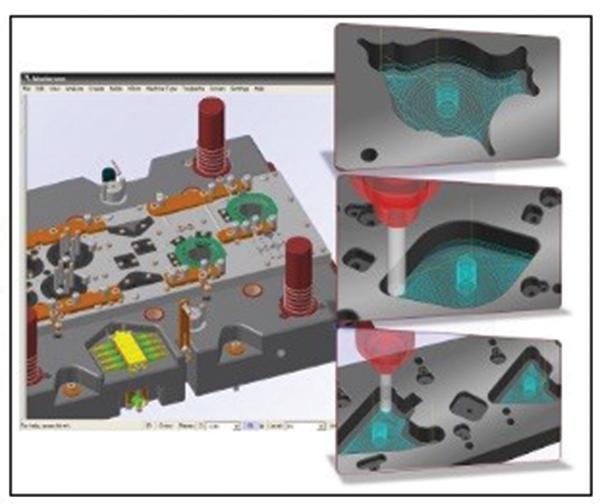
For this progressive die application, dynamic milling software uses minimal stepovers and deep stepdowns while the cutting program automatically adjusts feeds and speeds to avoid burying the tool. Image courtesy of Mastercam.
Based on what your machine can handle, you can progressively decrease stepovers and increase speeds until you arrive at the sweet spot where you have the best balance of material removal volume and tool life. Both will almost always be better than results from conventional aggressive hogging-out strategies that rely on more than 50 percent stepovers and shallow depths of cut.
Program faster: Manufacturers report that they are creating roughing part programs faster. What used to take hours can frequently be accomplished in minutes.
Why is this? The software automatically adjusts tool movements that create ultraefficient, ultrasmooth toolpaths that avoid burying the tools; therefore, the cutting tool, part, and machine are always in a safe cutting condition. It is possible to write cutting programs like this manually, but it takes hours to do it right and then single stepping through the program at the machine to make sure every line of code is correct.
Dynamic milling can also be an excellent complement to high-density machining strategies in which many parts can be manufactured in a single setup. It also significantly improves the productivity of machinists who work in the one-off manufacturing world.
Reduce carbide tool purchasing costs: Some CNC users can’t get past the fact that advanced cutting tools can cost up to 50 percent more than conventional tools. However, when they last three to five times longer, the higher purchase price is negated quickly.
Make accurate cutting tool comparisons: Cutting tool manufacturers know they have a good thing going and they want to sell you their latest cutting tool design so you can be more productive and reduce your cutting tool overhead at the same time.
But which is the best new cutting tool for the work routinely done on your CNC equipment? It’s hard to say unless you make comparisons, and that requires writing programs that fulfill the cutting tool manufacturers’ recommendations. This is not a problem for manufacturers familiar with creating roughing programs that incorporate dynamic milling technology.
Use smaller cutting tools: The software monitors and manages lateral forces on the cutting tools so there is no danger of deflection or damage even when much smaller tools are employed. High material removal rates can still be obtained by running at higher spindle speeds. This reduces cutting tool costs and finishing requirements.
Reduce finishing operations: High removal rates using smaller cutting tools allow more areas of the part to be accessed with a single cutting tool. Roughing and rest roughing can be accomplished in a single operation, bringing the workpiece closer to its target condition before finishing operations. In some instances, finishing is not needed for noncosmetic parts of an assembly. In other instances, finishing requirements may be reduced.
Lower machine horsepower: Dynamic milling uses finesse instead of force, so CNC machines with lower horsepower sometimes can be used. The high torque is not essential when material is removed at less than 50 percent stepovers and deeper stepdowns. This reduces costs by allowing for better usage of existing equipment.
Run lights-out with greater confidence: Powerful and comprehensive material-aware algorithms and extensive testing conducted before software programs are released make the toolpaths using dynamic milling technology safe for unattended production. Expanding the percentage of work that can be done unattended, particularly on a lights-out basis, can reduce the pace of capital equipment acquisition and lower labor costs.
Machine thin-walled components: Manufacturers in the aerospace, energy, medical device, automotive, and many other industries want to reduce the weight of their products. One way to achieve this is to systematically reduce wall thicknesses without sacrificing structural integrity. Dynamic milling complements thin-wall machining because its material-aware algorithms look ahead and continually modify tool movements to minimize forces that could distort thin walls. This makes it possible to maintain structural integrity while removing large volumes of material at high rates.
Minimize wear and tear on the machine: Intense lateral forces, burying of the tool, chatter, and vibration that can occur during aggressive conventional roughing are bad for the tools and also create unnecessary wear and tear on the machinery. Dynamic milling minimizes these forces to prolong machine life and lengthens intervals between calibrations.
Program to the best-cut condition instead of the worst-cut condition: Conventional roughing approaches back off on material removal rates to compensate for an anticipated worst-case condition, such as burying the tool in a corner, so feeds and speeds are reduced to accommodate the possible worst case--then reduced a little more just to be safe.
The dynamic approach is entirely different. Instead of looking for the worst case, the software looks for the cut condition that results in an optimal balance of reducing tool wear and increasing material removal rate. The technology makes sure the cutting action is safe as long as the cutting tool manufaturer’s chip load recommendations are followed.
This advancement in RCT ensures that the machine tool you are using is operated in the most efficient manner possible. The technology supports a scientific approach to roughing and rest roughing that improves tool life, increases material removal rates, and minimizes programming time. It is easy to implement and safe to use within tooling chip load parameters.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles