







It’s All a Setup!
Streamline press brake setup to make money on small-batch bending
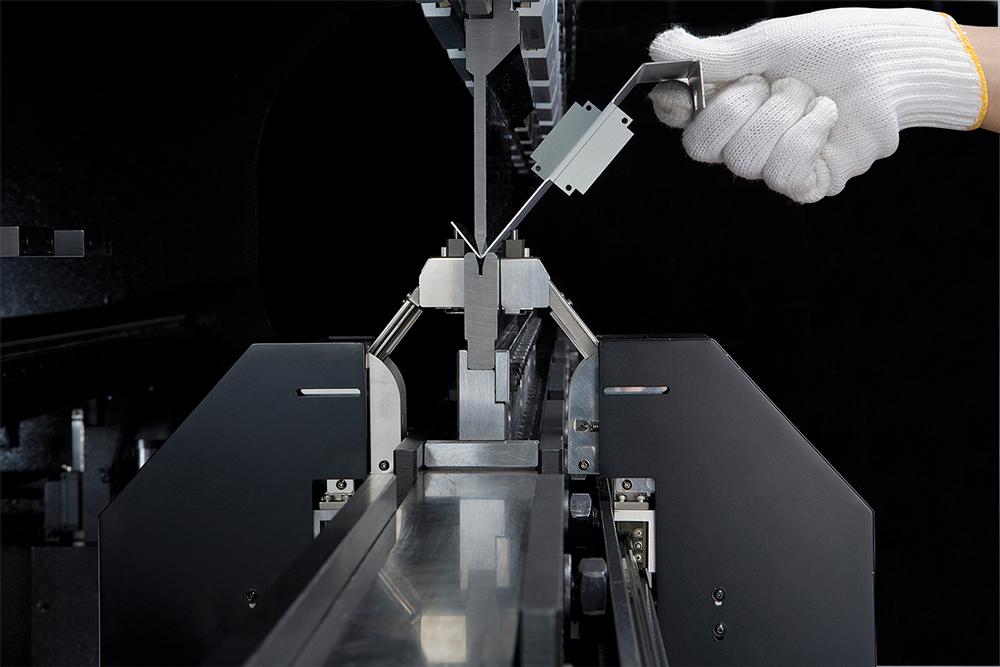
Angle sensors like the probe style shown here measure and adjust bent angles on-the-fly to ensure a good part the first time. Photo courtesy of Amada.
Blanks speed off faster cutting tables; lean has taught the wisdom of producing on an as-needed basis; and kit manufacturing can require a quantity of one. The dynamics and increased approach speed of today’s brakes are important, but keeping up with small-batch bending can be a big problem.
A small part with basic bends can be manually manipulated fairly quickly. But add multiple, complex angles that need specific gauge positioning or that low quantity with each part requiring its own setup, and the process slows down. Producing small batches of bent parts can test productivity and efficiency, seeming to be a conspiracy set up to challenge press brake profitability.
“Small-batch bending, when each part is a little different from the next one, can be hard,” said Tom Bailey, TruBend product group manager for TRUMPF, “especially if the operator has to continually reference instructions and tool setup information.”
But small-batch jobs are here to stay. As Scott Ottens, bend product manager at Amada, said, “A manufacturer better be able to make money with small batches or he’s not going to make it.”
Mauricio Gutierrez Matta, area export manager for SafanDarley, listed the major factors that impact bending cycle time:
- Setup, including creating the bending program, correctly loading the tools, adjusting the safety system if using laser beams, and checking material thicknesses.
- Bending, including part handling, actual bending time, and ram positioning for the next step.
- Making corrections and adjustments during bending.
Key opportunities to shave time off the production cycle include eliminating trial and error and streamlining setup.
First Part, Good Part
“The first step to ensuring accuracy for small batches,” Matta said, “is being sure that the machine is properly aligned and the backgauge is correctly calibrated.”
Then take advantage of advanced control features, software, and automation that can make bending an accurate part a nonissue.
Tony Marzullo, press brake business development manager for LVD Strippit, said, “Time savings starts with having an intelligent control and offline programming. That combination provides the parameters to ensure a good first part.”
A database of empirical knowledge within an intelligent control provides the correct bend allowance to create the flange length, springback, and crowning compensation needed for accuracy. Shifting programming offline increases the time available at the machine for actual bending.

An in-process angle monitoring system can help make accurate bends so the first part is a good part. Photo courtesy of LVD Strippit.
“Powerful software allows engineers to create programs at a desk without collision or other operational concerns. Things like the V opening can be part of the offline programming,” said Ottens. “At the brake, the 3-D software can visually walk the operator through the job, showing the shape of the part and indicating the bend order.”
A real-time angle measurement system on the brake can provide bend accuracy within ±0.3 degrees. Inline sensors or external probes can automatically check each angle and correct it on the fly. Setup pieces, time for trial and error, and scrap are all eliminated.
Speed Tooling Setup
Then there is tool setup. Any change that gets the tools in and out of the machine faster will noticeably reduce cycle time.
Ottens said, “Try to create a tooling setup that allows the operator to pick up the part, bend it completely, and set it down. Fixed-type tooling or common-shut-height tooling systems allow various tools to exist in the brake at the same time at the same working height. The operator has a quick way to make a staged setup. He can load a gooseneck next to an acute next to an offset and be ready to go without shimming.”
Modular tooling systems can provide sections of tooling that can be grouped together to quickly produce the fit length needed.
Setup assistance, such as a light strip along the front of the machine, can visually guide the operator to the proper toolstation for precise and quick loading. Time spent referencing the proper location or testing a location by trial and error is gone.
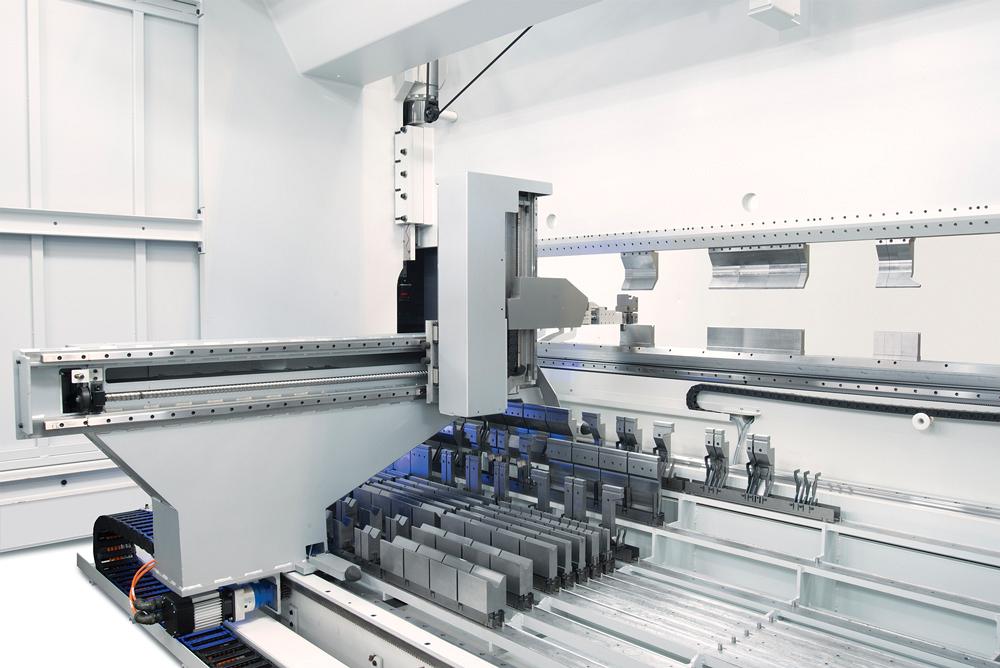
Investing in a brake with an automatic tool-change system takes the entire chore out of the operator’s hands.
“A tool changer precisely locates the punch and die on the ram and table. There is no need for the operator to move them after placement, which can happen especially if you are doing staged bending and tools need to fit between flanges with a manual setup,” said Marzullo.
Small Savings Add Up
“If you are really honest and watch a good operator in a typical, manned operation, 60 to 70 percent of the time is spent on actions other than bending,” said Bailey. “Setup is where most of the time is lost.”
Paying attention to the order that parts flow to the brake can save setup time too. “Giving a little thought to the order that parts reach the brake, rather than just bending in the order blanks come off the cutting machine, can often get more than one product through a tool setup and eliminate setting up the same tooling multiple times,” Bailey said. “Group common tool setups so the number of individual pieces of tooling that change between jobs is smaller.”

Ergonomic options like the ability to sit while bending small parts can reduce operator fatigue and boost productivity. Photo courtesy of SafanDarley.
Locating the control to eliminate steps back and forth across the machine also saves time. “A typical machine with a 10-ft. working area, safety enclosures, and control is probably 15 ft. long,” Bailey added. “An operator will waste a lot of time just walking back and forth in front of the machine. The more setups, the more time wasted on that kind of movement and staging.”
Movable controls like those that can be magnetically attached to the front of the machine or at the toolstation or hand-held units can reduce steps to and from the brake-mounted or pedestal control.
Increase Operator Comfort
Ergonomic features can reduce operator fatigue and add to efficiency. Matta said, “Providing operator comfort and an integrated safety system can boost productivity. For example, a light guard system can be integrated with the machine and programmed to work safely without using a foot pedal.”
Press brake ergonomic packages can include multiple tables or tables with cutouts to give operators the option of sitting or standing. Less operator fatigue can mean more operator efficiency.
Some final tips for making small-batch bending a positive experience for the operator and the bottom line are:
- “Use the right size machine for the right size products, and control the quality of the material. The thinner the material, the greater the completed part inaccuracy due to material thickness deviation,” said Matta.
- “If you don’t have automated tool storage and loading, pay attention to where tooling is staged in relation to the machine, as well as to where the tooling is positioned on the transfer cart. How far did the cart travel to get to the machine?” said Bailey.
- “Be sure the control has quick changeover from one program to another to allow the operator to move seamlessly from one part to another,” said Marzullo.
- “Offline program is the No. 1 thing to get the savings started and the thing that will give most people the biggest bang for their buck. Once people go with it they never go back,” said Ottens.
{kind=link}
{kind=link}
{kind=link}
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles