







Editor
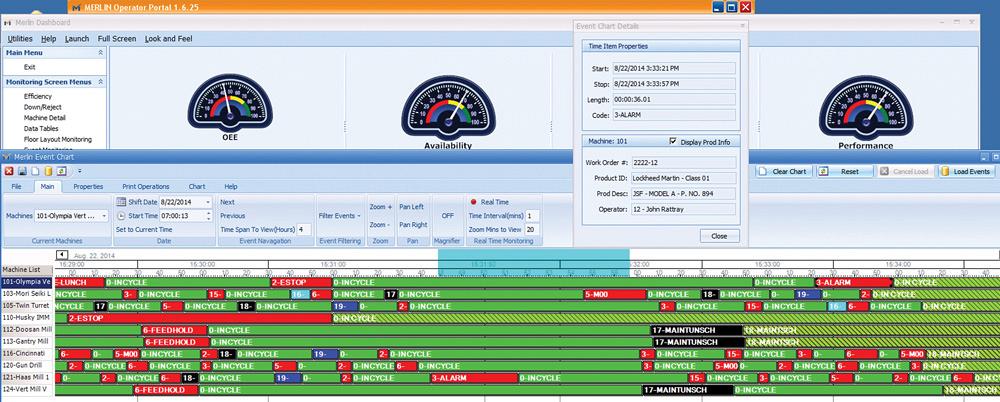
Every state of a machine’s operation is captured on a color-coded strip chart that can show the root causes of downtime events. Photo courtesy of Memex Automation.
Data matters.
Whether it’s a production manufacturing operation or a job shop, measuring the effectiveness of each piece of shop floor equipment using overall equipment effectiveness (OEE) software and data collection tools enables companies to collect data in real time.
But it’s not enough just to collect data; it must be used to make positive change to operational activity.
By examining both real-time and historical data, manufacturers can make changes to the manufacturing process to optimize efficiency. This leads to a reduction in overall costs.
In many shops, machinists track machine usage using a paper form. At the end of each job, or at the end of the day, they write down how long the machine was running and how much time was spent on setup. This enables management to bill the correct amount of hours for a certain job.
While this can produce the information necessary to create an invoice, the results – when compared to the actual, measured data – can vary tremendously.
“I think shops would be very surprised by how much variance there is between their recorded uptime, for example, and the actual data,” explained David McPhail, president and CEO of Memex Automation, Burlington, Ont.
Memex Automation has developed technology that collects real-time OEE information no matter the make, model, or vintage of the machine tool and creates reports, also in real time, that companies can use to optimize manufacturing processes.

This OEE software shows key indicators such as performance, OEE, and quality for each machine on the monitor for all the shop floor to see. Photo courtesy of Memex Automation.
So what exactly is OEE?
“Through data collection and analysis, OEE can tell us how efficiently a machine is running. This type of data collection isn’t new, but what we are doing now is taking the guesswork out of the equation, collecting the data automatically, and exporting the results in easy-to-understand ways,” said McPhail.
McPhail described OEE as a formula with three components:
1. Availability (run time divided by total time, which includes downtime).
2. Quality (good parts produced divided by total parts).
3. Performance (desired part-to-part time versus actual part-to-part time).
Essentially, OEE = Availability x Performance x Quality.
“A world-class OEE is 85 percent,” explained McPhail. “By comparing this optimal level with your current level, you can clearly see where your room for improvement lies. By using OEE software to collect and track data over time, you can also gauge how successful any changes are.”
By tracking this data, shops can compare the actual effectiveness of equipment with the desired effectiveness.
“Managers can find out pretty quickly if the machines are being utilized effectively,” said McPhail. “In some cases they can even find capacity that they didn’t know they had. It’s very simple: Machines are expensive so they should be used as much as possible to get the best possible return on investment.”
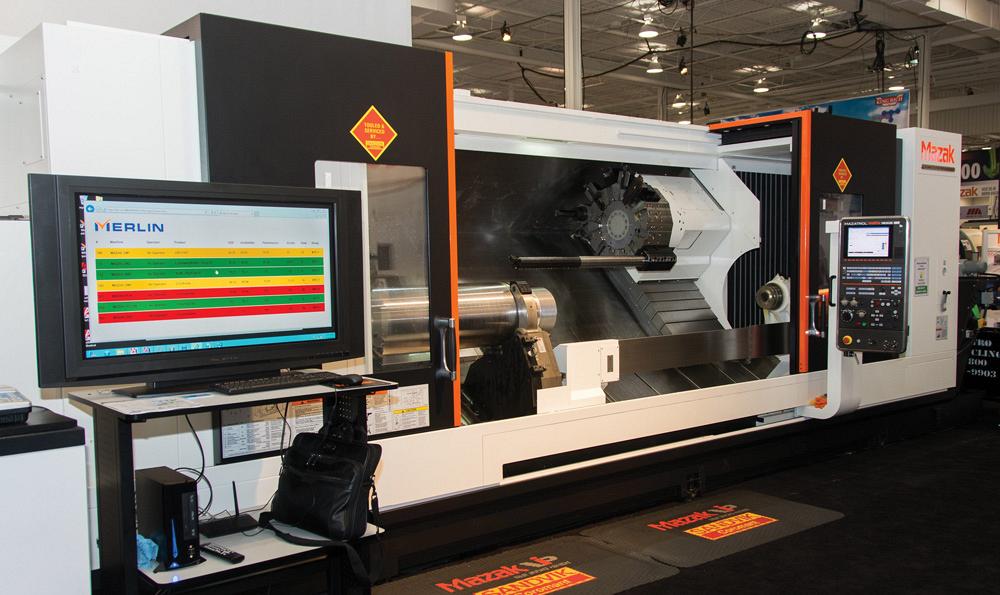
A big-bore turning center is monitored, showing real-time data, OEE, availability, performance, and quality. Photo courtesy of Memex Automation.
For example, if bottlenecks on the shop floor are causing downstream shortages, the traditional solution has been to purchase more equipment. However, if a shop cannot afford this option, capacity must be found in a different way.
OEE software can find “hidden” capacity and improve the productivity of existing machines.
“By collecting OEE data from every machine in the shop, you can gauge real capacity,” said McPhail. “It may mean moving a job to a different machine or changing the way material and parts are moved around the shop, but at least the decision can be made with the right information.”
Also, by adjusting the variables in the production process, such as machine choice, cutting data, and material flow, each of the components of the OEE equation can be improved.
“Every shop has downtime, and everybody understands downtime, so that’s the lowest-hanging fruit,” said McPhail. “If you put in a system that tracks OEE automatically, you can then see this downtime quite visibly, and see how it negatively affects availability and therefore the overall effectiveness of your machines.”
This real-time production visibility is available to everyone in the shop, which helps identify problems quickly. OEE software can even issue alerts by e-mail and text messaging.
Tracking OEE also allows a company to:
“If you can measure it, you can track it, and you can use that information to become more efficient,” said McPhail. “However, these changes need to be made in real time, on-the-fly, to be the most effective. If you wait until the day is over to implement change, you are not using this ability to its fullest.”
The power of these systems lies in their ability to show management where bottlenecks are occurring and why they are happening, empowering them to react and not lose production time.
Tracking OEE gives manufacturers the ability to get more production -- and therefore more income – with the same labor pool, machining equipment, and time.

Operator portals display data and allow the operator to send e-mails to other staff so they don’t have to leave the machine. Photo courtesy of Memex Automation.
Job shops often exist in a state of constant change. Short runs of high-mix parts, fast turnarounds, and tough competition are the norm. For them it’s often having the right combination of technology and labor that makes a job run smoothly.
Some of these man/machine combinations will perform better than others, regardless of the job. That means there is room for improvement.
“A job shop can optimize its functions by collecting data and applying OEE techniques that focus on those manufacturing operations that are similar to each other,” said McPhail. “This can help management determine why certain teams or shifts perform better than others, and it enables the company to get every team to perform at the same level.”
According to McPhail, a 10 to 50 percent increase in shop floor efficiency can be realized by taking six primary steps. They are:
So what can be measured in the manufacturing process? That’s easy: just about everything.
Smart shops will set up each job to be the most productive it can be at the least cost. To ensure this is really happening, they must collect – and use – data.
“OEE metrics are a tool to measure efficiency. The data itself comes from the machine,” said McPhail. “By measuring the process, which essentially is the machine’s operating characteristics, you can manage it to get the best possible results.”
Once you can measure a process, then you can effectively manage it.
OEE software calculates the actual time needed for each operation, at each machine or station, for every job. This provides an account of cycle time and throughput for comparison against estimates. The software also documents setup and teardown times.
OEE software even obtains the data necessary for lean manufacturing implementation.
This is done, one again, in real time as the machine-monitoring technology records times for tool change, setup, and teardown. These times then can be compared to the expected task times, providing critical information for improvement initiatives.
“Lean manufacturing implementation relies on data collection,” said McPhail. “For this reason alone, tracking OEE can be beneficial to a company.”
Lost time is minimized because operators have real-time information in front of them at all times.
Machine shops are businesses, and that means they must make money. Most shop owners and managers know that certain areas of their shops can probably run a little more efficiently, but don’t have the hard data to make an informed decision.
Collecting data and using it to generate OEE can change that.
“Improving OEE by 10 percent typically means that 10 percent more parts can be made per week, using the same machines and operators. This small change creates pure profit,” said McPhail.
It’s not just new equipment with the latest controls that can be monitored either. Legacy CNC machines now can be monitored too for OEE, although an adapter must be installed to make the connection.
Monitoring older, legacy systems is accomplished by using MTConnect, the communication standard for fostering better interoperability among hardware devices and software applications. These adapters transform an older CNC’s signals into the MTConnect software protocol without disrupting the machine.




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




