







Automation for Lower Volumes
Just because part volumes are low, it doesn’t mean that automation cannot be used
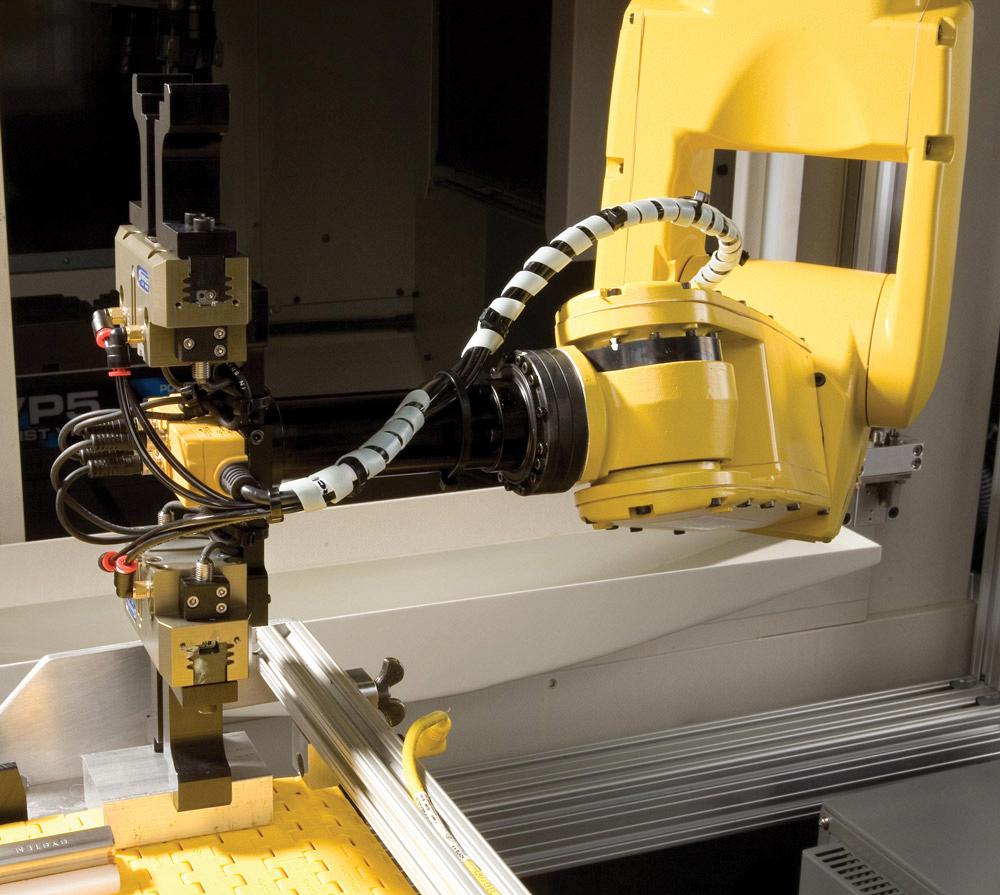
End-of-arm tooling (grippers) are suitable for many applications including robotic loading/unloading of machine tools.
The automation industry has already proven how effective it is at making millions of parts, but what if a shop needs far less? What if you’re not a Tier 1 manufacturer, but a smaller manufacturing or contract shop and you don’t need to produce that many parts? Does this mean robotics are not an option? Absolutely not.
Automation can be applied for producing a lower volume of parts. The industry term for this is low-volume/high-mix production, and by applying many of the techniques already being used in machining, shops that perform low-volume/high-mix work can become automated.
Articulating robots, initially used solely in the automotive industry, were designed to make millions of parts. These types of cells are very impressive and have been extensively highlighted and discussed in manufacturing. However, this led many to think that automation was useful only for high volumes of parts.
Low-volume/High-mix Systems
Today, low-volume/high-mix is the trend in automation. Articulating-arm robots can be outfitted in many different ways, and how the robot and its surrounding automation system is outfitted will determine how it is best used.
Medical industry products best represent this type of automation. Joint replacement parts such as artificial hips, knees, and elbows have several different machined components that must be made in a variety of sizes. The volume for each size is typically low, with lot sizes averaging only five to 10 pieces.
With just-in-time manufacturing (a production model in which items are created to meet demand, not created in surplus or in advance of need to help avoid waste, overproduction, and excess inventory) becoming more and more popular, other industries are looking into ways to automate to save money and time.
Job Shop Automation
Automation is suitable even for job shops, where the shop owner often doesn’t know what jobs will be running from week to week until an order request arrives. So how does a shop configure an automation system without knowing what work is coming each week? The answer is that the automation system must be capable of being set up and changed over quickly in response to the incoming work.
Two examples that demonstrate different needs for low-volume/high-mix automation systems are a job shop where a cell is designed to handle a low volume of many different parts and a manufacturer where a cell is designed to handle a whole family of parts on short notice. Both scenarios can make use of automation.
In the job shop example, a powered conveyor with adjustable lane guides has become a popular option. In large-volume manufacturing, the incoming parts tend to be forgings, castings, or other near-net-shape material, but in a job shop the incoming material is usually cut-up barstock. The geometric shapes of the standard barstock work well with the conveyor and adjustable lane guides. Another popular low-volume option are drawer slides that the operator can open to access the stored raw material. In the drawer, simple drawer inserts can be made to locate the parts.
Manufacturers producing families of parts, including those with small lot sizes, are also candidates for automation. An example of this type of automation is a robot with changeable end-of-arm tooling (EOAT).

Machine tools with parts conveyors are popular in job shop automation.
In machine tool loading applications, EOAT with pneumatic grippers dominates. The gripper fingers are changed for different parts. Gripper fingers are just simpler versions of a chuck jaw and can be made and remade right on the floor.
In regards to programming robots to do these types of jobs, a shop needs to look at the robot sequence. If the shop is not looking to substantially change things, it’s just the pickup and load points that will change.
Programming with a teach program will move the robot through the sequence, allowing for easy reteaching of those points. While this method allows for someone to easily reteach points in this prewritten sequence, for true flexibility there is no substitute for knowing how to program the robot.
In the past the robot programming typically was performed by robot programmers. Robots often are placed in companies where no one knows how to do programming. However, in the machining industry, anyone who programs a machine tool is generally familiar with programming. Nevertheless, almost all of the robot companies have training available, and this is also worthwhile to investigate.
In a machine tool program, each line has a command, similar to a program in a robot. The syntax is different but the overall thought process is the same.
If shops look at the tasks operators perform on a machine versus what they would normally do with a robot, they can see that robots have a much easier task. The cell layout is definitely something that can affect the ease with which a cell and the machine tool can be changed over for different jobs. Knowing where to place the robot for easy access to the machine will improve overall efficiency.
The technology to make an automation system effective for low volumes of parts is available. It is just a matter of outfitting the robot with this technology and changing your way of thinking.
In most cases, the technology being applied is similar to what is used for quick-change machining. In the end, automation in low-volume/high-mix operations can save significant time and money.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles